身份证号码: 44092319930105****
摘 要:汽车行业的发展速度不断加快,对汽车灯具的要求越来越高。灯具的各项性能指标要符合规定,有较高的安全性,还要保证外观质量。由于塑料有很多的优点,即质量轻,具有很好的耐腐蚀性、导热低、具有良好的机械性能且容易成型等等。当前车灯的多数零部件均为注塑成型,包括反射镜、壳体、灯罩以及饰圈等等,在这个动态化加工过程中需要多种因素相互作用,比如,模具结构、模具材料、模具设备以及有关工艺参数等等,任何一个因素存在问题,都会影响产品质量。本文着重于研究车灯用塑料产品常见水丝缺陷分析及解决措施。
关键词:注塑车灯;塑料产品;常见水丝缺陷;原因;解决措施
引言:
在对车灯进行注塑成型的过程中应用CAE软件,能够对每个环节进行模拟,包括充填环节、保压环节、冷却环节以及翘曲环节等等,可以预测注塑结构,对于产品可能产生的缺陷提前分析,基于此对模具结构进行优化处理,使得试模成功率有所提高[1] 。但是,在操作的过程中会受到诸多因素的影响,应用CAE软件进行模拟的时候很难获得等同于真实注塑过程的结果,当进行实际注塑生产的时候,需要从实际调试的具体情况出发,对所存在的缺陷以及原因进行分析,将相应的解决对策提出来,根据实际需要对工艺参数重新调整,还可以对模具结构进行修改,以使产品的外观要求得到满足。
一、注塑车灯生产中容易出现的问题
当注塑车灯进入到实际生产过程中,从产品外观上来看,很容易产生一些问题,主要为水丝、开裂、欠注、色差、黑点以及缩痕等等,其中比较常见的是水丝,容易导致产品报废,甚至质量不合格。水丝是在塑料充模的时候产生银纹或者气纹,在气体的干扰下,表面熔料方向很容易出现这种缺陷。在气体的成分中包括有多种气体,主要为空气、水汽以及分解气等等。如果气体已经突破了限度,当注射成型之后,模腔就会失去压力,此时在接近制品表面之处就会冒出气体,沿着料流的方向刻蚀之后,形成有泡点,而且连接成串,在阳光的照射下闪烁,这就是气纹,也被称为印纹[2] 。在实际注塑的时候不可避免地产生气体,塑料的内部会残留一部分。如果模内的压力非常大,气体含量控制在一定更多限度内,此时气体分散,在塑料里面逐渐溶解。如果模内的压力缺乏,当气体含量突破了规定限度,此时气体就会从熔融塑料中大量释放,当达到制品表面的时候就会有银纹产生,在比较厚的壁体中困闭,气泡形成。
二、水丝的种类
(一)材料有较高的含水量导致水丝产生
在进行注塑成型的时候,如果料筒中进入比较潮湿的塑料粒子,当处于高温环境中,塑料中的“水分”经过汽化之后,就会形成气体在熔融塑料中混合。当进入到模具当中,含有水汽的塑料与模腔的内壁之间产生剧烈的摩擦,水汽经过牵拉之后就成为“丝状”。(图1:由于材料中含有水汽导致水丝产生)
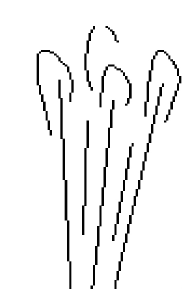
图1 由于材料中含有水汽导致水丝产生
水丝有其自身的特点,即前端为圆形,从浇口的位置以扇形的方式散射到周围,为大片存在,对产品的外观造成一定的影响,而且产品比较脆,不能正常使用。所以,在注射成型的过程中,所有的原材料都需要烘干处理,根据材料的不同,对烘干温度以及烘干时间合理控制,并采用相应的烘干工艺技术,直到符合干燥要求为止,当水分符合湿含量要求即可[3] 。
在没有充分干燥的情况下会有“水分”存在,此外,还会有其他的来源,具体如下:
其一,在大气中,塑料会吸收水分。每一种塑料粒子都有一定的吸潮能力,其中,聚碳酸酯塑料对水分的敏感度非常高,当塑料粒子经过干燥处理之后,在空气中暴露大约15分钟的时间,还需要重新干燥处理。在进行生产的时候,通常需要运行集中供料系统,如果输送系统不能很好地密封,比如烘干机的下料口以及输送管道都没有密封好,或者有死角积余料存在,就会出现原料吸潮的问题。
其二,模腔中含有水分。由于环境中空气含水量非常高,在模具温度已经低于露点的时候,就会凝聚成为小水珠,或者出现冷却水路泄漏的问题而进入到模穴当中。这些水分经过热汽化之后,就会形成水丝。
(二)热分解导致水丝产生
所谓的“注塑成型”,就是在注塑机的料筒中,塑料经过受热之后熔融,熔体在螺杆或者柱塞的推动和挤压作用下进入到模具中成型。通常而言,塑料之所以能够受热,主要的原因是螺杆的剪切热,占有率为70%以上,由于料筒加热丝引起的受热占有率为30%。高分子塑料经过受热之后过度分解,就会有水丝产生[4] 。这种水丝的一个重要特点是密集度很高。产生这种缺陷的原因以及有效解决措施具体如下:
其一,没有合理设置工艺参数设置,比如,料温或模温的工艺参数设置过高,就会导致材料过热而出现分解的现象。不同的材料,物理性质不同,模温机料需要设置不同的温度。当炮筒中的熔体在强剪切的作用下就会存在背压过大现象,或者射出的速度以及螺杆运转速度非常快,这就需要从现场产品实际出发对工艺技术进行调整。
其二,设备出现不正常升温的问题。如果热流道提高温度的速度比较快,加热圈不正常等等,都会出现塑料过度加热的现象;如果模具的温度以及材料的温度都有所降低,水丝的现象没有得到改善,可以从喷嘴开始,对于发热圈逐段检修,使得机筒温度大大降低。
(三)原料中卷入空气导致水丝
在原料中如果卷入空气,会有水丝缺陷形成,这些水丝可以发出银光,而且有固定的位置。出现这种现象的主要原因是由于塑化的过程中背压设置不是很高,在螺杆的内部原料中不能及时排除空气,导致其进入到进入型腔中[5] 。成型车灯普遍使用塑料件,对于储料背压的设置通常介于0.5兆帕至2.5兆帕之间。从常见材料的背压设置情况来看,PC背压设置为1.0兆帕至2.0兆帕之间;PMMA背压设置为0.8兆帕至2.0兆帕之间;PC+ABS背压设置为1.5兆帕至2.5兆帕之间;ABS背压设置为1.0兆帕至2.0兆帕之间;PP背压设置为1.0兆帕至2.0兆帕之间;PEI背压设置为1.0兆帕至1.5兆帕之间;PBT背压设置为0.5兆帕至1.0兆帕之间;PBT-CF30背压设置为0.5兆帕至1.0兆帕之间。
结束语:
通过上面的研究可以明确,注塑成型的过程中会受到多种因素的影响,需要找出其中的原因并提出相应的解决措施。进行工艺调试的过程中,采用改变参数的方式,当工艺稳定之后进行观察、分析,对于产生问题的原因作出准确判断。调试的方法是多种多样的,解决水丝问题的途径也比较多,需要从现场实际情况出发采取有效措施解决。
参考文献:
[1] 吴燕华, 王宏霞, 朱芬芳,等. 浅析注射成型塑料制品常见缺陷及解决方法[J]. 现代盐化工, 2020, 047(2):31-32.
[2] 叶志殷. 注塑模具设计过程中浇口尺寸对塑料制品力学性能的影响[J]. 中国塑料, 2020, 034(9):5-6.
[3] 徐海东. 浅析塑料化工工艺存在的缺陷及改进方法[J]. 中国化工贸易, 2019, 011(08):91-92.
[4] 靳淑祎. 基于DSP的嵌入式塑料制品表面缺陷在线检测系统[J]. 塑料科技, 2019,000(4):37-40.
[5] 杨军, 张汝英, 景晓阳,等. 透明塑料制品成型缺陷的形成及解决方法[J]. 湖南工业职业技术学院学报, 2021,000(5):1-5.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



