河南工程学院工程训练中心 ,郑州 ,451191
摘要:自动送料对冲压加工实现自动化操作,提高工作效率,保障冲压工人的人身安全等方面具有相当重要的意义。在众多自动送料机构中,辊轴式送料机构是各种送料装置中使用较广泛的一种,而拉式辊轴送料机构又是其中最具有代表性的一种。本论文以为某民品过滤筛网设计的拉式辊轴送料机构为例,本着简单实用、稳定有效的指导思想,通过理论计算与实际的有机结合,取得了较为理想的使用效果。
关键词:冲压加工 曲柄摇杆机构 辊轴式送料机构
中图分类号:
1. 产品的技术参数及设计要求
|
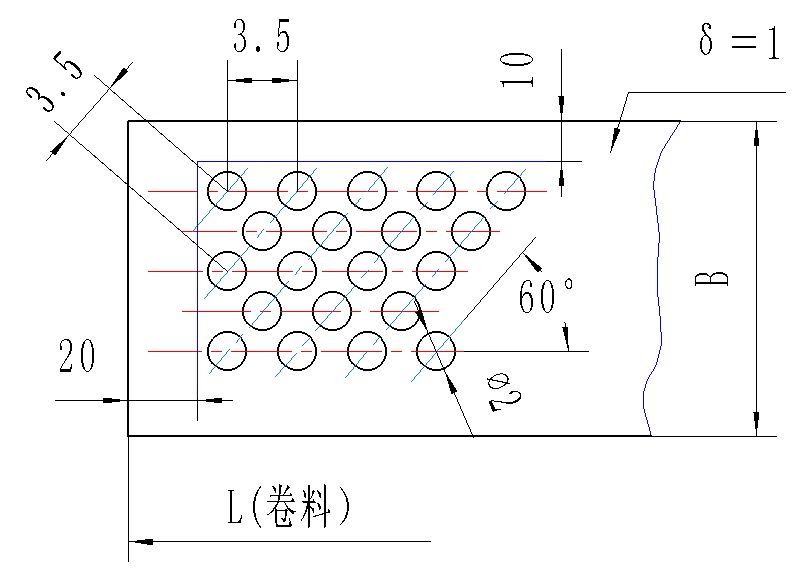
图1 筛网产品图 |
材料为冷扎20#薄钢板且可提供卷材。冲床为25t开式曲柄冲床,冲孔模具采用无导柱大间隙冲裁,故毛刺较大,用户要求用拉式送料,这样可将毛刺辗平,送料步距的公差按HB-5800即3.5±0.15,为简化设计与制造,在结构上选用了棘轮曲柄摇杆机构进行送料。
2.棘轮曲柄摇杆机构的工作原理及运动成立条件
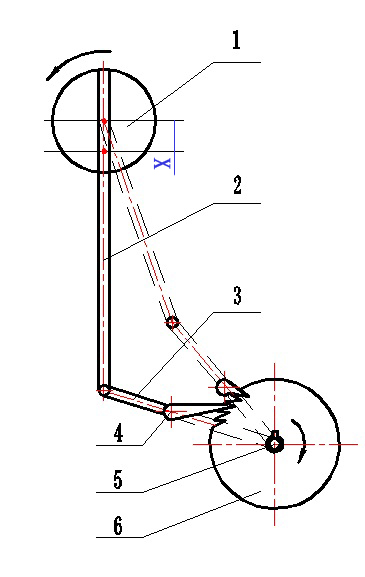
棘轮曲柄摇杆机构的工作原理见图2:
|
图2 送料机构工作原理图 1、偏心轮 2、连杆 3、摇杆 4、棘爪5、主动轮6、棘轮 |
Ⅰ偏心量X应为四连杆中最小量。
Ⅱ偏心量X与最长杆(这里为曲轴中心到棘轮中心之间的距离)之和应小于连杆2与摇杆3的长度之和。
3.送料机构的结构计算与运动成立验算
结构计算包括齿轮选取,主、从动轴径计算,棘轮选取和连杆、摇杆的选取与。具体过程大致归纳为如下几个方面。
3.1齿轮的选取
由于主、从动轴是通过齿轮的啮合而转动的,所以在考虑到主、从动轴的强度情况下,应选取一对齿数和模数相同的圆柱齿轮。在该机构中选取了齿数Z为27,模数m为2的一对正圆柱齿轮。
3.2主、从动轴径的选取与计算
由于两轴之间有冲过的带料,所以两轴的直径应考虑到中间带料的厚度。轴径、带料厚与齿轮中心距的关系为:d=D-b,D=mz。考虑到主、从动轴之间应有一定的压紧力以及产品料厚有一定公差这个因素,图中的b值应比产品料厚的名义值有所减少。在这里我选取b=0.6mm(原产品料厚为1mm),这样即可计算出:d=53.4mm。
3.3棘轮的选取
由送料距(在此设为L)和主动轮的直径d可计算出棘轮的齿数N,具体计算公式为:
![]() 化简得:
化简得:![]()
将d=53.4、L=3.5代入得:N=47.9取整N=48
再选取适当得模数即可确定整个棘轮得尺寸。(注:模数选取应在尽可能得情况下选取较大的值以减少扭力提高棘爪和棘轮齿得寿命)在这里我选取棘轮的模数为4。
3.4连杆和摇杆的选取与计算
根据冲床工作台的尺寸,可大致定下主动轴轴心到曲轴轴心的水平距离和垂直距离,再由整体结构的尺寸近似1:1作图可先确定下摇杆的长度尺寸,在本机构中我选取摇杆的长度为310。而后由上述已知条件即可计算出连杆的长度及偏心量X的值。
3.5运动成立验算
根据前面的计算可知,偏心量X确为改四连杆机构中的最小量,且偏心量X与最长杆之和小于连杆和摇杆的长度之和,所以该机构可以成为带曲柄的四连杆机构。
4.结构设计的注意事项
1、结构设计时应考虑到棘轮、棘爪以及主动轴都有足够的强度,以免发生强度不够而影响使用寿命;
2、轴套与主、从动轴之间应考虑到能润滑;
3、主动轴的长度应使棘轮在工作台面以外转动;
4、偏心轮、连杆及摇杆应设计,成可调的。
|
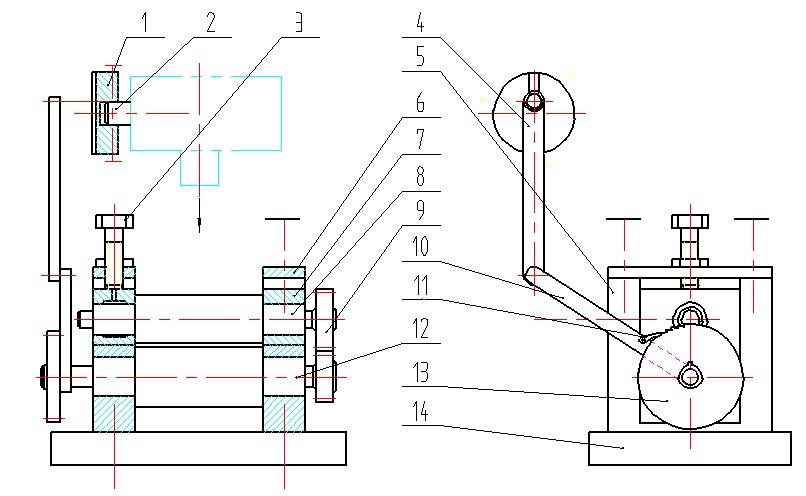
图3 拉式辊轴送料机构 1、偏心轮 2、曲轴 3、压料螺钉 4、连杆 5、框架 6、盖板 7、轴套 8、从动轮 9、齿轮 10、摇杆 11、棘爪 12、主动轮 13、棘轮 14、底板 |
6. 送料机构的实际使用情况
该送料机构一次试用效果良好,理论计算的送料步距应为3.52mm,实际测量的送料步距为3.508mm,误差为-0.012,完全满足用户的图纸要求。送料步距均匀,仅第一片料在首次调整压料力时发生连冲或打滑,调试后工作较稳定。同一卷料从第一张料到最后一张(一卷料可连冲20张)测量步距,其误差为±0. 03,小于参考送料误差±0.05 mm。
7. 有待改进的几点设想
1、该机构的主、从辊轮的压料力是用压紧螺钉调压的,改用弹簧压紧,可增加抬辊装置,效果更好。
2、如料厚公差较大,会影响送料精度,可采用增加齿轮传动装置,通过二对齿轮啮合驱动从动轴转动,来解决送料精度的问题。
参考文献
[1] 王孝培.冲压手册(第二版)[M].机械工业出版社,2000.
[2] 成大先.机械设计手册[M].北京:化学工业出版社,2016.
[3] 孙恒,陈作模,葛文杰.机械原理[M].北京:高等教育出版社,2013.
基金资助:河南工程学院.虚拟仿真教学(校级项目,编号509935)

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号