中核检修有限公司,江苏 连云港 222000
摘要:薄板的焊接方法用于车辆、家用电器、换热器中。但是,由于焊接材料和薄板材料的影响,薄板焊接自动化存在一些限制。本研究主要研究一种具有代表性的板式换热器板片。以下是带有薄板的自动生产线的示例,详细介绍了薄板焊缝自动化的设计过程和要点。该自动生产线适用于长边短边激光焊接和焊后工件边激光切割。自动制造生产线上的工件上料、翻转、传输、激光焊接、激光切割和卸料。在某些复杂的作业条件下可以依需要手动执行此作业。对薄板焊接自动化的方法和装置进行了详细分析和说明。它介绍了薄板装配和焊接过程中的拆卸和自动焊接方法。最后,完成了薄板焊接自动成型的工艺分析、布置和技术说明。
关键词:薄板焊接;自动焊接技术;工艺流程分析
引言
自动焊接技术是技术的进一步发展,不仅提高了产品的生产和质量,而且降低了人工成本。在现代社会,一个国家的自动化程度已成为衡量一个国家发展水平的重要尺度。
1 自动化焊接技术概述
(1)定义自动焊接。自动焊接技术实质上是焊接技术的自动化过程,在此过程中焊接设备自动焊接,无需计算机监控,从而节省人员并提高焊接质量和速度。
(2)自动焊接的重要性非常重要,它不仅提高了企业的经济性,而且还能从复杂的工作环境中解放劳动力,提高生产安全性,提高员工的知识水平。焊缝自动化需要一定的过程,不仅要保证设备的完整性,还要保证员工的接受。通过传播自动化知识,企业可以激发员工的兴趣,提高自动焊接能力的实际价值。
2 自动化焊接的关键技术
要使自动焊接技术正确操作,必须知道它的工作原理。自动焊接技术主要用于检测传感器信息接收器的焊接过程,使用控制器测试焊接操作控制信息,通过信息分解施工设备的路径和工作方式,最后自动焊接控制设备。自动焊接技术主要包括五种技术:机械技术是使用相关机械设备的运动传递技术。有各种机械设备,不仅包括通用运输工具、固定和转换设备,还包括焊接机器人或操作员等精密设备。第二,传感技术是一种在自动化过程中随时检测和测试运动的技术。传感技术的自动检测与其他检测技术相比具有独特的优势,因为它们可以在苛刻的环境中进行精确测试。第三,自动控制是指对自动焊接实现的基本控制,即在反复试验后需要调整焊接工艺的实现,以开发自动控制,最终形成系统。第四,伺服驱动技术是指控制自动焊接过程所需的电源。这里的电源主要是驱动装置。第五,是系统技术的总体概念,其中功能模块是自动焊接的系统设计。
3 自动化焊接技术的发展
自动焊接技术的趋势是个性化的自动焊接系统,以满足客户的需求。自动化技术正在朝着准确性、效率、智能、柔性化和网络化的方向发展。
(1)自动化技术的精密和效率。自动化技术的高精密和有效性是一定水平上技术发展的前提。自动焊接技术继续应用于各种行业,包括制造精密仪器和设备。生产制造这些产品时,产品相关系数比较准确,自动焊接技术需要不断提高,生产设施不断改进,效率是每个生产企业的长期目标。提高工作效率意味着为企业带来更多经济效益。因此,必须努力提高精密高效化,使自动化技术能够继续满足市场发展的要求。
(2)智能自动化。智能化对于在特定阶段进一步发展自动化技术至关重要。焊接自动机通常使用与自动化设备(如激光、图像处理或传感)的智能控制技术,尤其是计算机。从而自动化技术的智能化不仅是未来趋势,也是焊接控制系统真正自动化的基本前提。焊接工艺智能不仅允许使用语句执行焊接工艺,而且允许对不同的焊接工艺使用相同的焊接工艺。只需更改几个设置即可大大减少工作量并扩展自动焊接系统。
(3)自动化技术的柔性化。自动化技术的柔性化要求焊接自动化。它不再适合生产单一产品,但可以生产同类产品甚至多种产品。鉴于土地资源持续短缺,土地使用价格不断上涨,为了节约成本,企业正在努力缩小生产基地面积,进一步增加对生产资源的需求。生产多种产品的公司越来越多地从只能生产一种产品的设备转向能够生产多种产品的设备。自动化技术的柔性化提高了生产效率并节省了生产空间,因为只需在自动焊接设备中更改相关程序参数,即可提高各种产品的生产效率。
4 薄板焊接自动化技术
4.1 工件的结构和参数
(1)换热板叠焊由上下波纹组成,包括21001、2205、254、304、316、316L、C-276 ha合金、钛、镍板等。
(2)换热板大小调整:长度0-20000mm,宽度200-2000mm;最大宽度:350、608、1000、1219、1500、2000mm。
(3)换热板相对于材料的厚度:(0.5-1.5)+(0.5-1.5)mm。(4)激光焊接板切割后,长边的横向方向不得大于1/1000mm,总方向不得大于2mm;两侧的平行程度不能大于0.2mm,尺寸公差宽度为±0.2mm,一致翼边宽度。(5)生产速度:板片长度不超过12m在8小时内制造至少10对板片。
4.2 自动生产线计划
自动生产线是根据工件的结构和流程逐步构建的。它主要由上料工位(翻转、合片、提升机)、工位焊接、激光焊接站、切割、卸料等组成。组成和排列如图1所示。
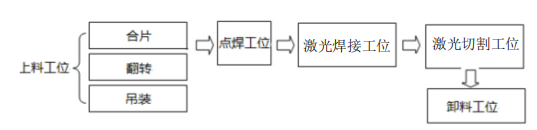
图1 生产线构成图
详细设计和功能说明如下:(1)上料工位。主要由轨道平整车、上料门和捕获、翻转和安装合片组成。轨道平板车的主要功能是将板片一起移动到上料工位;上料龙门将板片翻转机或组装平台台,捕获装置采用真空吸盘吊具;翻转装置旋转板180°,并与装配平台上相应的板对齐;组件钣金合片配备滚轮架,实现板片的自动运输。(2)点焊工位。主要由点焊平台、焊接激光/切割焊接系统、龙门传动装置、焊机头部、激光焊接、控制系统、焊粉吸入装置、激光防护装置等组成。在点焊平台上安装压紧传动装置,点焊时,工件展平,实现点焊零件的步进;激光置于操作平台上激光点焊、激光焊接和切割龙门架之上。直线导轨安装在地板上,龙门架可沿地板导轨移动;门传动装置采用齿轮齿条传动机构;焊头是机械手臂的一种提升形式;焊接和切割烟尘应使用吸尘装置进行净化;建立相应的激光防护围栏等安全防护装置。(3)激光焊工位。主要由焊接平台和展平工件装置组成。压紧钱工件前,先用展平装置将其展平。焊接平台具有定位纵横向、纵向、琴键压紧装置、功率传动装置等激光切割位置。(4)激光切割站由切割头和切割平台组成。切割头与升降臂协调;切割平台具有垂直和水平位置、垂直方向和钢琴键盘。此外,还需要安装一个料渣盒和切割烟尘处理装置,以使零件能够传输功率。(5)卸货工位。主要由卸料龙门及抓取组成。其将平台的焊接件输送到轨道平板车,抓取装置采用海绵吊具;工件周转是负责轨道平板车焊接后。
5 结束语
板式换热器换热板片需要详细分析和介绍实现薄板焊接自动化的方法和设备。阐述了薄板焊接过程中自动焊接的方法和技巧,工艺分析薄板焊接的自动生产线提供了有益的参考,从而改进了薄板焊接的自动化方法。
参考文献:
[1]杨建波.薄板焊接自动化技术研究[J].工程建设与设计,2019(23):190-191.
[2]刘明宇.机器人在薄板焊接中的应用[J].电焊机,2019,46(10):66-68.
[3]黄沧.机器人单面焊双面成形技术在开式铝型材薄板的应用[J].黑龙江科技信息,2019(36):53.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



