1. 中国电建集团山东电力建设第一工程有限公司,山东 济南 250102
2.华能秦煤瑞金发电有限责任公司,江西 赣州 341108
摘要:超超临界机组锅炉受热面安装施存在工期紧、任务重、工况复杂等难题,某一区域内多个工序齐头并进,易造成各工序交接混乱,锅炉受热面安装质量管理难度较大,锅炉受热面安装全流程管理能够为各工序衔接流畅、各工序中工艺执行到位、质量有效管控提供有利保障。
关键词:受热面;安装全流程;工序交接;水压试验
1前言
超超临界机组安装施工中受热面安装施工是最重要的施工环节之一,该环节存在工期紧、任务重、工况复杂等难题,会对机组安装焊接质量产生较大影响,最终影响锅炉水压试验及后续机组稳定运行。受热面安装施工包括设备入场验收、代保管、设备光谱检验、受热面一次通球、焊接施工、热处理施工、无损探伤、理化试验、受热面二次通球、吊装倒运、安装就位等一系列工序。受热面安装施工中上下道工序间的交接一般通过《工序交接单》形式进行,某一区域内多个工序齐头并进,易造成各工序交接混乱,锅炉受热面安装质量管理难度增加。如何保证各工序衔接流畅、各工序中工艺执行到位、质量有效管控是保证安装焊接施工质量的关键因素。
2现状调研
受热面安装施工包括设备入场验收、光谱检验、受热面通球、焊接施工、热处理施工、无损探伤、理化试验、吊装倒运等一系列工序,各工序均有相关施工任务和工艺把控,其中任何一个环节执行不到位都将影响施工质量,且各工序衔接不当造成工期拖延、存在安全隐患。通过对以往超超临界机组受热面安装质量状况进行调查统计,发现安装施工过程中存在各类质量问题,且锅炉水压试验中跑冒滴漏现象较为常见,具体见表1:
表1各机组水压试验暴露问题
序号 | 问题项目 | 造成影响 | 处理方案 |
1 | 受热面割伤导致渗、漏水 | 水压试验停止 | 停泵放水,换管并探伤合格,各工序完成后方可水压试验 |
2 | 母管材质有误、与设计不符 | 水压试验停止 | 停泵放水,厂家重新发货后重新安装施焊,并探伤合格,各工序完成后方可水压试验 |
3 | 焊材错用 | 水压试验停止 | 停泵放水,切口换焊材重新施焊,并探伤合格,各工序完成后方可水压试验 |
4 | 漏焊 | 水压试验停止 | 停泵放水,打磨坡口后重新施焊并探伤合格,各工序完成后方可水压试验 |
5 | 管内异物、导致爆管 | 水压试验停止 | 停泵放水,管内清洁度重新检查验收,换管并重新施焊探伤,各工序完成后方可水压试验 |
6 | 安装焊接完成,但探伤理化未完成 | 水压试验延迟 | 探伤理化完成后组织验收,各工序完成后方可水压试验 |
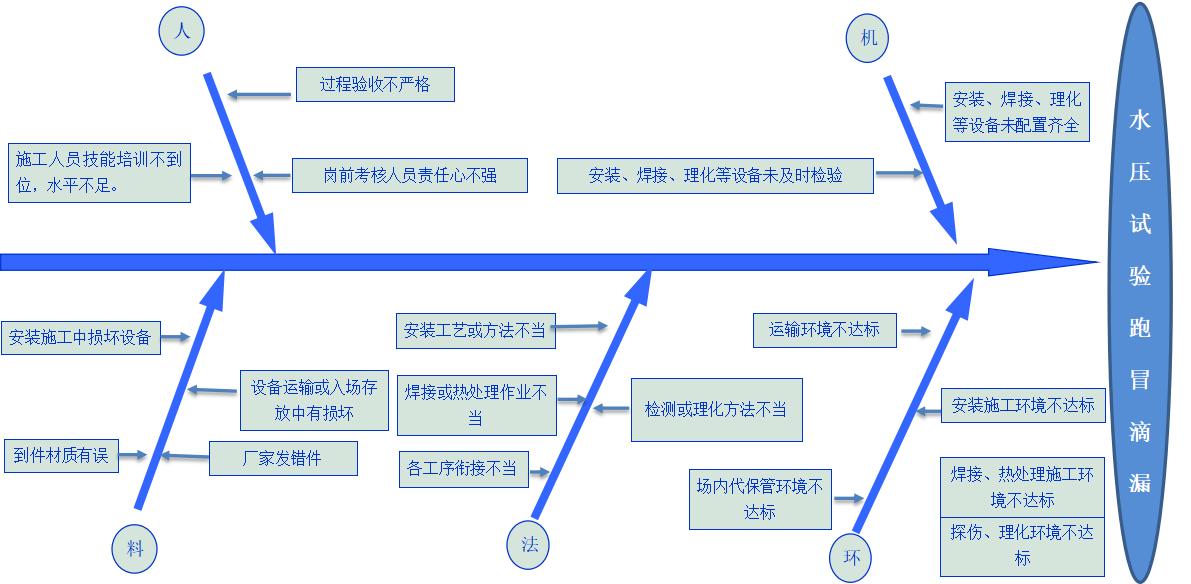
从上述调查分析可知,母材割伤、母材材质错误、焊材错用、漏焊、管内异物、探伤理化不及时是水压试验及后续机组服役出现问题的主要因素,针对主要因素并结合现场实际工况,通过多维头脑风暴法对其进行分析并形成因果图如下:
序号 | 影响因素 | 确认内容 | 确认标准 |
1 | 施工人员技能培训不到位,水平不足。 | 各工序施工人员是否持证上岗 | 出具国家或行业认证证书 |
2 | 过程验收不严格 | 验收资料、相关影像资料是否齐全 | 出具验收资料及相关影像资料 |
3 | 岗前考核人员责任心不强 | 是否符合培训考核三方见证 | 岗前考核时监理、业主旁站见证 |
4 | 安装、焊接、理化等设备未配置齐全 | 现场核查各工序设备 | 各工序设备满足施工需求 |
5 | 安装、焊接、理化等设备未及时检验 | 现场核查校验设备报告 | 出具国家或行业认证报告,且在有效期内 |
6 | 厂家发错件 | 货件入场前现场核查 | 货件与入库清单是否一致 |
7 | 设备运输或入场存放中有损坏 | 现场核查货件代保管情况 | 货件代保管防护到位 |
8 | 到件材质有误 | 对货件材质进行光谱检测,并与图纸对照 | 货件材质与图纸标注一致 |
9 | 安装施工中损坏设备 | 现场核查成品保护情况 | 成品保护措施执行到位 |
10 | 安装工艺或方法不当 | 现场检查是否符合安装规程要求 | 符合安装规程要求 |
11 | 焊接或热处理作业不当 | 现场检查是否符合焊接热处理规程要求 | 符合焊接热处理规程要求 |
12 | 探伤或理化方法不当 | 现场检查是否符合探伤理化规程要求 | 符合探伤理化规程要求 |
13 | 各工序衔接不当 | 各工序间是否有衔接 | 工序交接单等文件见证资料 |
14 | 运输环境不达标 | 现场运输环境是否符合规程要求 | 符合运输环境规程要求 |
15 | 场内代保管环境不达标 | 现场检查是否符合场内代保管规程要求 | 符合场内代保管规程要求 |
16 | 安装施工环境不达标 | 现场检查是否符合安装施工环境规程要求 | 符合安装施工环境规程要求 |
17 | 焊接、热处理施工环境不达标 | 现场检查是否符合焊接热处理施工环境规程要求 | 符合焊接热处理施工环境规程要求 |
18 | 探伤、理化环境不达标 | 现场检查是否符合探伤理化环境规程要求 | 符合探伤理化环境规程要求 |
3全流程管理措施
3.1制定安装全流程表替代单一的工序交接单
为提高锅炉受热面安装焊接质量及施工效率,减少水压试验及后续运行中的跑冒滴漏现象,我公司结合施工现场实际工况,优化整合常规《工序交接单》,根据受热面安装工序制定《锅炉受热面组装流程一览表》,设备入场验收、代保管、设备光谱检验、受热面一次通球、焊接施工、热处理施工、无损探伤、理化试验、受热面二次通球、吊装倒运、安装就位等一系列工序施工完成后按照先后顺序签字,整个受热面工序交接一目了然。
3.2过程验收与全流程表挂钩
为增强《锅炉受热面组装流程一览表》的实效性和实用性,将质量验收与其挂钩,各工序实体质量验收合格、文件资料齐全规范后方可在全流程表对应的单元格内签字确认,此举避免《锅炉受热面组装流程一览表》流于形式,现场巡检时针对某一正在进行的工序,通过全流程表即可检查其前几道工序是否保质保量完成、文件性资料是否归档完成。通过提前组织策划、受热面全流程管理、现场全时段巡检等措施,创造了连续四个月焊口破万的施工记录。锅炉高质量通过水压试验,一次汽水系统试验压力40.175MPa,所有承压部件及焊口无泄露、无变形,水压试验一次成功。
3.3制定自查自纠制度,共计完成《受热面全流程施工质量检查》及《受热面全流程施工质量检查反馈单》36次,完成母材割伤处理、换管、管内清洁度处理等各类缺陷消除,并为焊口的探伤及理化争取作业时间、使其紧跟安装进度。
4总结
我公司承建的该机组锅炉受热面高质量通过水压试验,所有承压部件无泄露、无变形,水压试验一次成功。通过对超超临界机组受热面安装施工进行全流程管控,保证各工序衔接流畅迅速,提升受热面安装工艺管理水平,为施工现场的各工序质量、衔接做好保障,切实提高现场施工质量及施工效率,为现场施工保驾护航。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



