(东北大学材料电磁过程研究教育部重点实验室 ,辽宁 沈阳 110004)
摘要 利用激光选区熔化(selective laser melting, SLM)成形方式制备不同孔型结构新型高强β钛合金多孔材料,采用XRD、SEM和准静态压缩实验,研究了结构类型对压缩性能的影响。结果表明立方结构的压缩强度最高,约为597 MPa,吸能能力最好,单位质量吸能能达到61.9×103 MJ/kg,且密度仅为2.4 g/cm3,实现了其轻质高强的应用。
关键词:多孔钛合金;激光选区熔化;压缩性能;吸能特性
Study on the Compressibility of High Strength β Titanium Alloy with Porous Structure by Selective Laser Melting
(Key Laboratory of Ministry of Education for Electromagnetic Processing of Materials,Northeastern University,Shenyang 110004,China)
Abstract:The selective laser melting (SLM) method is used to prepare new high-strength β-titanium alloy porous materials with different pore structures. XRD, SEM and quasi-static compression experiments are used to study the influence of structure types on compression performance. The results show that the cubic structure has the highest compressive strength, about 597 MPa, and the best energy absorption capacity. The energy absorption per unit mass can reach 61.9×103 MJ/kg, and the density is only 2.4 g/cm3, realizing its light-weight and high-strength application .
Keywords: porous titanium alloy; selective laser melting; compression performance; energy absorption characteristics
钛合金以其高比强度、良好的耐蚀性等优异性能被广泛应用于航空航天、深海勘探、生物医学等诸多领域[1-3]。多孔材料具有质量轻、吸声、吸能和散热性能好等优点,是实现材料轻量化和结构功能一体化的有效途径之一[4-5]。制备多孔高强钛合金可以将材料本身的高强高韧等优异性能和多孔材料的轻质特性结合于一体,在轻质高强材料工程化应用领域具有广阔的前景。然而,采用传统的多孔材料制备工艺制备多孔钛合金具有较多的局限性,例如不易控制孔隙的形状、大小、比例和开闭孔状态,且工艺复杂[6-8],直到增材制造技术的出现,使得对孔隙结构设计成为了可能,激光选区熔化(selective laser melting, SLM)成形技术作为增材制造技术中最重要的一种金属成形方式,具有成形精度高、表面质量好等优势,在多孔金属的制备领域有着广泛的应用[9-12]。
本文通过调整SLM成形高强β钛合金多孔结构的孔型来达到控制其压缩及吸能特性的目的,选出性能优异的多孔孔型结构,为多孔结构的设计、应用提供数据的支持和理论的参考。
1.实验材料及方法
实验材料为新型高强钛合金预合金粉末,粉末形貌如图1所示,经SLM成形后线切割尺寸为10 mm×10 mm×10 mm的三种点阵结构的块状多孔样品,三种点阵结构的样品如图2所示,分别为拓扑优化结构(Topology,TOP)、简单立方结构(Cubic,CUB)和菱形十二面体结构(Rhombic Dodecahedron,RHO)。根据质量体积比测得三种样品的密度分别为1.89 g/cm3、2.4 g/cm3、1.61 g/cm3;孔隙率分别为60%、52%、65%。
采用型号D8 Discover的X射线衍射仪(XRD)对原始态试样进行物相分析。将试样经机械打磨、抛光和腐蚀后制成金相样品,腐蚀液体积比为HF:HNO3
:H2O=1:2:50。利用型号为Tescan Mira 3扫描电子显微镜(SEM)对原始态试样进行显微组织观察。使用型号为Instron 5582的电子万能试验机对原始态多孔样品进行室温压缩,压缩速率为0.5 mm/min。
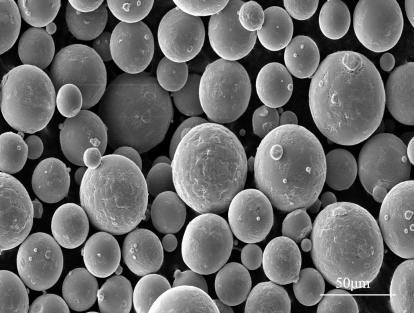
图1 合金粉末形貌
Fig1 Alloy powder morphology

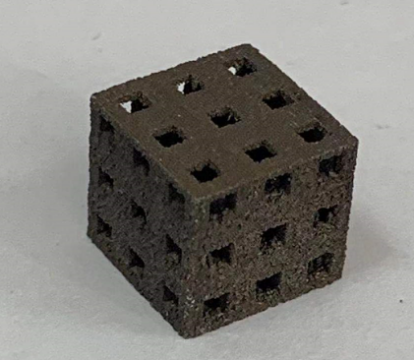
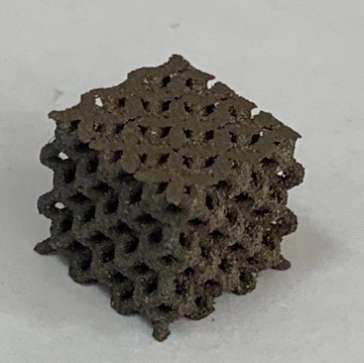
图2 TOP、CUB和RHO结构的宏观形貌
Fig2 Macro morphology of TOP, CUB and RHO structures
2 实验结果与讨论
2.1多孔结构相组成
图3为TOP结构的XRD衍射图谱。XRD衍射图谱显示经SLM成形后得到单相β钛合金。由于三种结构的成型方式与材料相同,只是结构不同,故SLM成形后的相也相同,都为单相β钛合金。
图3 SLM成形多孔钛合金的XRD衍射图
Fig.3 XRD diffraction pattern of porous titanium alloy formed by SLM
2.2 表面形貌及显微组织
图4为SLM成形多孔钛合金三种不同结构的表面形貌。由图4可见,三种结构表面凹凸不平,是由于其表面粘附着大量未熔融和半熔融的预合金粉末颗粒造成的。图5为TOP结构的SEM显微组织,可以观察到主要为等轴晶。
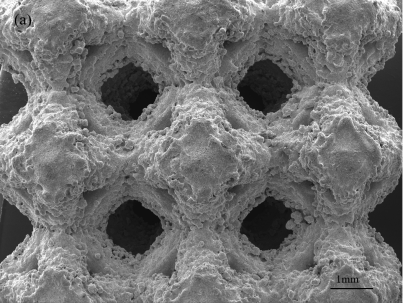
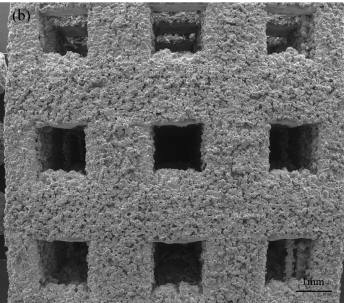
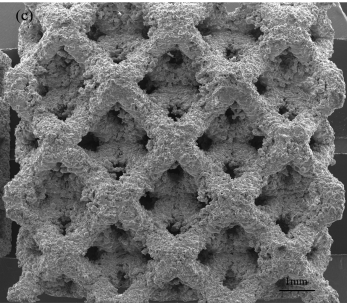
图4 SLM成形多孔钛合金三种结构的表面形貌
(a)TOP;(b)CUB;(c)RHO
Fig. 4 surface morphology of three structures of porous titanium alloy formed by SLM
(a)TOP; (b)CUB; (c)RHO
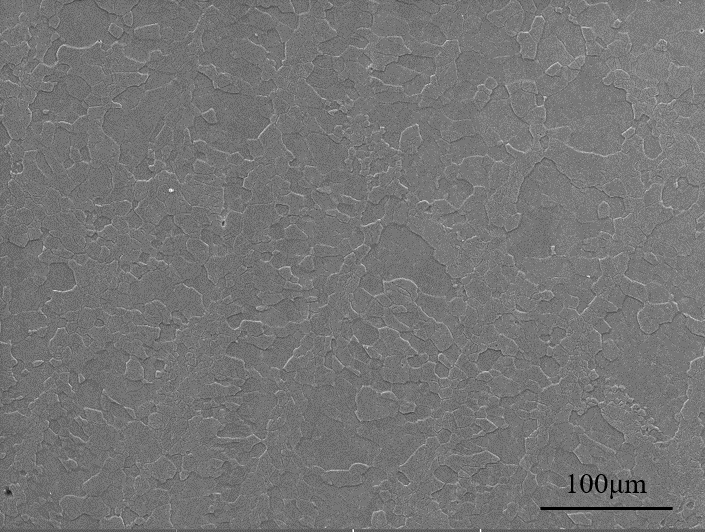
图5 SLM成形多孔钛合金的SEM形貌
Fig. 5 SEM morphology of porous titanium alloy formed by SLM
2.3 压缩性能
由SLM制备的多孔钛合金样品三种结构应力应变曲线如图6所示,分为三个阶段:1)弹性应变区:孔棱在外力的作用下发生弹性变形,应力随着应变的增大而达到峰值;2)平台应力区:孔棱超越自身弹性极限发生塑性变形,该区域间应力集中区域不断变化可使样品整体上应力水平保持恒定产生相当范围的大应变;3)密实化阶段:多孔结构的孔棱全部坍塌,应力在应变增长很小的情况下快速增大,在外力的作用下逐渐成为实体材料。
由图6曲线可以看出,三种多孔结构在应力平台阶段波动都较小,均表现为韧性金属多孔材料的压缩变形行为。三种多孔结构中,CUB 结构的压缩强度最高,约为597.2 MPa;TOP 结构的压缩强度约302.1 MPa;RHO结构的压缩强度最小,约为133.9 MPa。而CUB结构的孔隙率最大,但是强度却最高,说明多孔材料的强度不单单由孔隙率控制,还与多孔结构有很大关系,所以可以实现由结构来控制多孔材料的性能。从压缩曲线上来看,RHO的应力平台更加平滑,具有较好的塑性,而其他结构都会有一定程度的波动,这可能是因为其他两种结构沿载荷方向发生不均匀变形,比如CUB结构的10*10*10 mm3单胞未能含有CUB机构完整的板厚部分,由于薄板产生弯曲效应;TOP结构靠近圆形网格边缘加强筋结构部分为薄弱区,是应力集中的源头,容易发生坍塌。
图6 三种多孔结构在室温下的压缩应力应变曲线
Fig.6 Compressive stress-strain curves of three porous structures at room temperature
2.4 吸能特性
多孔材料是一种典型的缓冲吸能防护材料,因此对不同孔型多孔材料的吸能特性进行研究。材料的吸收能W可根据其应力应变曲线所包围的面积表示,即

其中,积分上限ε为给定的应变。
三种多孔结构的比吸能和比压缩强度如图7所示,CUB结构的比强度和比吸能最大,约为135.8 Mpa/kg·m-3和61.9×103MJ/kg;TOP结构的比强度和比吸能约为111.6 Mpa/kg·m-3和31.1×103MJ/kg;RHO结构的比强度和比吸能最小,约为55 Mpa/kg·m-3和16.9×103MJ/kg。由此可以得出CUB结构的吸能能力最好,RHO的吸能能力最差。
图7 三种多孔结构比吸能和比压缩强度的对比
Fig. 7 Comparison of specific energy absorption and specific compressive strength of three porous structures
3.结论
(1)TOP、CUB和RHO三种多孔结构的相组成均为单β相,显微组织为等轴晶;
(2)TOP、CUB和RHO三种多孔结构均表现为韧性断裂特征,CUB结构的压缩强度最高,RHO结构的压缩强度最小;RHO结构的应力平台最平滑,塑性最好;
(3)CUB结构的吸能能力最好,比强度最高;RHO结构的吸能能力最差,比强度最低。
参考文献
张雪冬,王连宏,康凤,等.固溶处理工艺对钛合金Ti12LC微观组织的影响研究[J].精密成形工程,2019,11(01):98-102.
The use of β titanium alloys in the aerospace industry[J] . R. R. Boyer,R. D. Briggs. Journal of Materials Engineering and Performance . 2005 (6)
Castioni Florian,Cazottes Sophie,Rollett Anthony D. et al. Plastic behavior of the α′ phase in Ti-6Al-4V alloys[J]. Materials Letters,2021,283.
卢天健. 兼具承载、吸能、吸声等多功能特性的超轻多孔材料创新构形设计[J]. 噪声与振动控制,2018,S1:13.
D.C. Ren, S.J. Li, H. Wang, W.T. Hou, Y.L. Hao, W. Jin, R. Yang, R.D.K. Misra, L.E. Murr, Fatigue behavior of Ti-6Al-4V cellular structures fabricated by additive manufacturing technique[J], J. Mater. Sci. Technol. 35 (2019) 285–294.
Qiu G, Wang J, Cui H, et al. Mechanical behaviors and porosity of porous Ti prepared with large-size acicular urea as spacer[J]. SN Applied Sciences,2019, 1(1):107-116.
Kobatake R, Doi K, Kubo T, et al. Novel fabrication of porous titanium by a resin-impregnated titanium substitution technique for bone reconstruction[J]. RSC Advances,2019,9(3):1625-1631.
Dehghan-Manshadi A, Chen Y, Shi Z, et al. Porous titanium scaffolds fabricated by metal injection moulding for biomedical applications[J]. Materials, 2018,11(9):1573.
Attar H, LBer L, Funk A, et al. Mechanical behavior of porous commercially pure Ti and Ti-Ti B composite materials manufactured by selective laser melting[J]. Materials Science and Engineering:A,2015,625:350-356.
Chen S Y, Huang J C, Pan C T, et al. Microstructure and mechanical properties of open-cell porous Ti-6Al-4V fabricated by selective laser melting[J]. Journal of Alloys and Compounds,2017,713:248-254.
颉芳霞,何雪明,吕彦明,等.生物医用多孔钛及钛合金激光快速成形研究进展[J]. 材料导报, 2016(07):109-114.
Ren D C, Zhang H B, Liu Y J, et al. Microstructure and properties of equiatomic Ti-Ni alloy fabricated by selective laser melting [J]. Mater. Sci. Eng. A, 2020, A771: 138586

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



