(上汽通用五菱,广西 柳州 545007)
摘要:
本文以A柱上饰板作为研究对象,以A柱上饰板难装问题作为切入点,根据六西格玛设计方法确定项目范围、定义客户需求、开发产品概念、优化概念设计、确认设计结果,最终得到影响A柱上饰板难装的关键因素,同时验证通过了采用六西格玛设计方法解决A柱上饰板难装问题的预期目标。
关键词:六西格玛设计;A柱上饰板;难装;干涉量;壁厚
随着汽车行业竞争日趋激烈,对汽车内饰特别是内饰造型细节的要求越来越高。高要求的内饰细节会影响到产品制造和装配的难度。某车企就出现过A柱饰板难装问题,A柱饰板作为关注度较高的零件,必须从正向开发角度保证造型细节、满足制造工艺同时方便工人装配。六西格玛设计是按照合理的流程,运用科学的方法准确理解和把握顾客需求,对产品和流程进行稳健设计的系统方法。本文通过六西格玛设计流程,运用六西格玛设计工具箱中的卡诺模型、鱼骨图、树图、普氏矩阵、参数图等工具对A柱进行正向设计,以此解决A柱上饰板难装问题。
基于调查,某公司多个项目出现A柱上饰板难装问题,最大装配力超过350N。工人大力装配后引起顶衬起皱、A柱变形等问题,导致总装及客户的抱怨。
图表 1 装配干涉 顶衬刮皱
识别阶段主要是识别问题,建立研究对象。根据所提出的问题来细分研究,从汽车装配问题中汽车内饰零件难装问题这一个大面,细化到立柱侧围的装配问题,再由立柱侧围细分,从而得出A柱上饰板的装配问题这个研究方向,进而优化设计解决这个问题。通过对A柱上饰板在装配过程中与周边零件的装配过程分析,筛选出影响A柱上饰板装配的关键要素,通过对关键要素的控制解决A柱上饰板难装的问题。
定义阶段首先收集顾客声音,然后将顾客声音进行分类,将分类后的顾客声音转化为具体的工程技术指标[2]。
2.1客户需求定义:
从外部客户及内部客户两个分类来调查了解客户的需求,外部客户即消费者,内部客户包括由产品/尺寸工程师、供应商、项目工程师、采购员、规划、售后等。调研小组从消费者的角度出发调查分析客户的需求,调研发现客户需求主要集中在零件外观感知好、连接牢固、间隙颜色均匀、无色差飞边及毛刺这几个方面。而内部客户的需求主要表现在A柱与顶衬、仪表板匹配满足DTS要求、注塑合格率高,生产节拍快,便于装配 、零件开发时间短、零件开发成本低、便于维修等方面。了解了客户需求,接下来即采用六西格玛方法将客户需求转化为工程参数。
2.2项目目标定义:
解决新项目A柱上饰板难装问题,控制装配过程最大装配力≤150N;
A柱装配后与顶衬零间隙,且无顶衬起皱、A柱变形等其他不良问题。
2.3 影响要素定义:
运用鱼骨图,对人、机、料、法、环、测等六个方面进行分析,筛选出A柱周边环境是否影响装配、A柱尺寸变形是否影响装配、A柱是否在正确的环境装配三个影响要素。将以上要素根据树图展开为A柱上饰板的设计环境、制造环境及装配环境三部分,本文主要研究设计环境因素。由于A柱为旋转装配,装配过程中干扰因素较多,设计因素又分为旋转装配过程中可能导致干涉的因素和装配即将到位时由于干涉导致无法装配到位的因素,以上为文中所研究问题定义的核心[3]。
开发阶段主要工作是开发各种概念方案,并通过运用普氏分析工具,优化和选定概念方案[1]。
3.1:将定义阶段确定的A柱上饰板难装的所有相关因素,利用DFMEA表格进行风险优先等级排序,由风险优先数占比得知,“A柱与顶衬装配过程中干涉”为所有因素中的关键因素。
3.2:现对关键影响要素进行提炼,A柱装车效果及装配过程与顶衬的相对关系如下图,现对“A柱与顶衬装配过程中干涉”导致A柱难装问题进行分解。A柱难装主要为A柱克服顶衬变形的装配力大,A柱自身的刚度、A柱与顶衬在旋转装配中的干涉量为两个关键因子。在不考虑造型的情况下,A柱自身刚度又是由A柱材料自身刚度(弯曲模量)和A柱产品的壁厚两个因素决定。
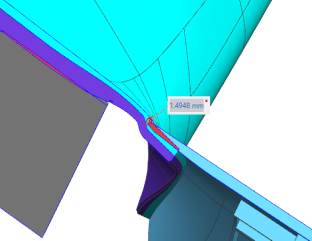
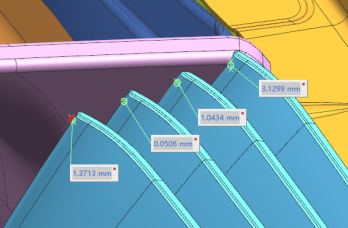
A柱装配到位与顶衬的干涉量 A柱装配过程与顶衬的状态
3.3 普氏矩阵分析
怎么从上述两个关键要素找到最优的解决方案呢?我们通过普氏矩阵来分析:
普氏分析即将上文得知解决A柱饰板难装的关键因素做出方案对比、融合,得出最优的解决A柱上饰板难装的方案。
现根据主要影响因素,筛选以下方案:
方案1:控制A柱装配过程中与顶衬的最大干涉量,并且最大干涉量≥1.5mm
方案2:提高A柱材料的弯曲模量,即提高材料的硬度
方案3:提高A柱与顶衬匹配局域的壁厚
方案4:同时实施方案1和方案2
方案5:同时实施方案1和方案3
方案6:同时实施方案2和方案3
注:比基础方案“好”、“差”和“相同”的分别标记为“+”、“-”和“S”
方案2、3、4、5、6与基准方案1对比图:
Concept CTSs | 方案2 控材料硬度 | 方案3 控产品壁厚 | 方案4 控干涉量及硬度 | 方案5 控干涉量及壁厚 | 方案6 控硬度及壁厚 |
外观 | S | - | S | - | - |
匹配 | S | - | + | S | S |
零件成本 | - | - | S | - | - |
模具成本 | S | S | S | S | S |
可靠性成本 | S | + | + | + | + |
求和+ | 0 | 1 | 2 | 1 | 1 |
求和- | 1 | 2 | 0 | 2 | 2 |
求和S | 5 | 3 | 3 | 2 | 2 |
以控制A柱与顶衬在旋转装配中的最大干涉量为基准,通过普式矩阵对外观、匹配、零件成本、模具成本以及可靠性成本这几方面进行方案2、方案3、方案4、方案5、方案6与基础方案(方案1)的对比分析,由上图可见,方案4相对基础方案无劣势项同时存在2项优势,而其他方案均存在明显劣势,可知同时控制干涉量以及产品壁厚是最优方案。
4.1建立参数图
根据选定的概念方案,绘制参数图,控制因子为关键要素,噪声因子即表面干扰模量。参数图如下:
分析控制因子以及噪声因子的水平如下:
| 控制因子 | Lever1 | Lever2 | Lever3 |
A | 装配过程最大干涉量 | 2mm | 3mm | 4mm |
B | 材料的弹性模量 | 1600Mpa | 1800Mpa | 2000Mpa |
噪声因子 | A柱饰板尺寸偏差 |
N1 | 尺寸偏差上限+0.5mm |
N2 | 尺寸偏差下限-0.5mm |
4.2:针对控制因子和噪声因子水平开展三水平、两因子的全因子试验,共有9种试验结果,试验结果分析如下表:
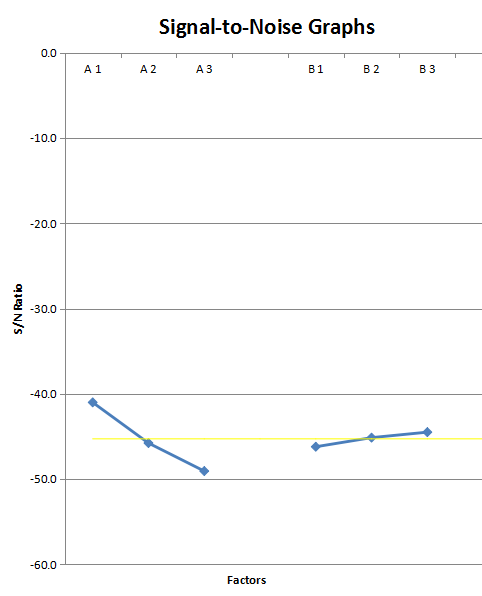
S/N | A | B |
1 | -41 | -46.2 |
2 | -45.8 | -45.1 |
3 | -49.1 | -44.5 |
Delta | 8.05 | 1.71 |
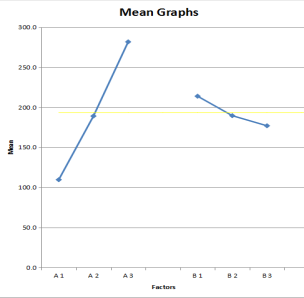
Mean | A | B |
1 | 109.6 | 213.8 |
2 | 189 | 189.5 |
3 | 281.6 | 176.9 |
Delta | 172.07 | 36.9 |
4.2.1、显著性分析:根据上表可知,A因子对产品性能影响显著,B因子对产品性能有影响但并不显著;
4.2.2、影响趋势分析:产品性能随着A因子取值的上升而下降,随着B因子取值上升而上升;
4.2.3、因子选择分析:A3、B1的S/N值最大,Mean值最小,对应的装配力最小,故A3+B1组合为最优组合,该组合装配均力为97.35N,明显<150N目标值。
4.3最佳设计预测及确认:
Group | a | b | N1 | N2 | S/N | Mean | Predicted S/N | Predicted Mean |
Optimal | 1 | 3 | 121.8 | 72.9 | -40.0323751 | 97.35 | -40.21111324 | 93.06666667 |
Baseline | 3 | 1 | 349.5 | 268.7 | -49.8755442 | 309.1 | -49.97690324 | 302.0333333 |
优化后的组合A1+B3相对于原方案:
1)、信噪比由-49.88提升至-40.03,提升了9.84;
2)、零件装配力由309.10减小至97.35,减小211.75,减小了68.5%。
达到目标:在满足零件干涉量≥1.5mm的基础上,A柱装配力减小到150N以内。
将最终选定的方案进行试制、验证,确认。在实际项目中A柱装配力≤110N,且匹配良好,满足设定目标。
结束语
本论文集合六西格玛设计的基本理论,采用IDDOV 流程分析解决问题。从客户的角度定义问题,运用六西格玛工具筛选、细化提炼关键因素。并运用普式矩阵从关键因素出找出最优方案。通过参数图建立数学模型对最优方案的参数加以定义,最终实现了项目最初目标。
[1] 刘学雷等 基于六西格玛设计的汽车门饰板轻量化设计 汽车与驾驶维修 2021
[2] 仝伟等 六西格玛设计——产品开发之道 上海交通大学出版社,2022
[3] 何桢. 六西格玛管理( 第3 版)[M]. 北京:中国人民大学出版社,2014.
【作者简介】
姜彬彬,本科,中级工程师,上汽通用五菱汽车股份有限公司座椅系统开发及控制主任工程师;
研究方向: 汽车内饰件的研究、设计及开发。
![]()
5

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



