(中核建中核燃料元件有限公司,四川 宜宾 644000)
摘要: TIG是中核建中焊接燃料棒的主要方法之一。燃料棒完成环缝焊接后,端塞表面偶尔会出现磨痕和沾铜缺陷。经分析,引进的TIG焊机在进行燃料棒焊接时,起热传导作用的顶头部件偶尔会出现转动不顺畅情况,端塞与铜制顶头发生相对摩擦,从而造成上述缺陷。针对上述问题,中核建中设计了一套同步旋转机构,解决了端塞表面缺陷,经长期使用,机构稳定可靠。
Application of Synchronous mechanism in TIG welder
WANG Zhangbo
(CNNC Jianzhong Nuclear Fuel Co., Ltd, Yi bin 644000, China)
Abstract: TIG is one of the main methods for welding fuel rods in Jianzhong Nuclear Fuel Co., Ltd. After the circumferential weld of fuel rod is completed, there are occasional wear marks and copper sticking defects on the surface of end plug. After analysis, the reason for the above defects is that the plug of the imported TIG welding machine rotates easily after being heated, and the plug has relative with the end plug. In view of the above problems, a set of synchronous rotation mechanism is designed to solve the surface defects of the end pulg.After long-term use, it is proved that mechanism is stable and reliable.
Key words:Fuel rod; TIG welder; Head part ; Synchronous mechanism
燃料组件在反应堆中工作时间长,长期受中子辐照、高温高压以及腐蚀作用,燃料棒作为燃料组件中最基本,也是最核心的组成部分,上、下端塞焊接质量的好坏,直接影响反应堆安全运行[1]。由于TIG焊机(如图1所示)具有设备简单、操作方便、焊接工艺稳定等诸多优点,包括美国、西班牙、韩国、中国等众多国家也一直将TIG焊机做为核用锆管焊接的主要设备[2]。

注:1-燃料棒 2-支撑座 3-进出料轮 4-焊室 5-焊枪
Fig.1 TIG welder schematic diagram
2.1原因分析
中核建中在生产实践中发现,燃料棒完成环缝焊接后,端塞表面偶尔会出现磨痕和沾铜缺陷,经分析,产生原因具体如下:
燃料棒焊接前,首先端塞进入焊室并与顶头紧密贴合,然后焊接夹头夹紧燃料棒,同步带驱动焊接夹头并带动燃料棒一起旋转,在静摩擦的作用下,顶头部件也跟着被动转动,详见图2所示。
端塞环焊后,燃料棒冷却主要是通过铜制顶头热传导方式完成。随着焊接次数的增加,热量逐渐积累并传递至轴承,根据轴承特点,轴承内受热的滚动机构会出现卡顿。由于顶头部件属从动结构,轴承卡顿将直接导致端塞与顶头发生相对运动并在燃料棒端塞表面产生磨痕或沾铜。
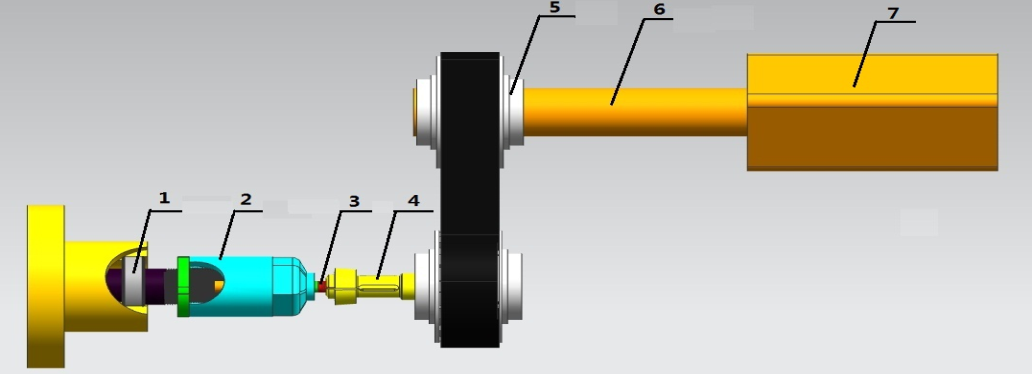
注:1-轴承 2-焊接顶头 3-焊缝 4-焊接夹头 5-同步带轮 6-电机输出轴 7—电机
Fig.2 A schematic diagram of the driving components before the transformation
2.2设计思路
为解决焊接顶头热量积累后被动旋转轴承易卡顿问题,设计人员拟将顶头部件由从动结构改为主动结构。设计思路如下:将原有伺服电机输出轴延长,加长的输出轴同时驱动两个同步带轮一起转动。其中靠近电机侧的同步轮带动焊接夹头和燃料棒旋转,另一侧则直接驱动顶头部件和焊接顶头转动,改进后的同步旋转机构结构示意图详见图3。

注:1-电机输出轴 2-同步轮 3-焊接顶头 4-焊缝 5-焊接夹头6-同步轮 7—电机
图 3 改进后TIG同步旋转机构示意图
Fig.3 A schematic diagram of the synchronous rotating device after the transformation
2.3同步旋转机构设计方法
新增的同步旋转机构,以带轮传动为基础,整个结构安装于原有电机输出轴以及顶头部件之间。设计时,需考虑同步带的选型以及张紧力调整等方面。
2.3.1同步带类型选择
根据燃料棒焊接特点,TIG焊机旋转部分不仅需要频繁地启动和停止,而且旋转部分的顶头侧、夹头侧必须精准同步。因此,瞬时速度均匀、传动效率高、传动比准确是选择传动机构的必要条件。根据以上要求,选择了梯形同步带做为传动机构的主体。
2.3.2同步带参数计算[3]
为方便设备后续维护,同步旋转装置的两侧带轮均采用相同参数设计。同步带的参数主要包括带型、带轮齿数、节圆直径、带宽以及节线长度等。
①带型选择
焊接时,为了精准地控制燃料棒能量输入,焊机的旋转速度,旋转时间,旋转角度等要求精度较高。因此,选取了具有脉冲定位功能的伺服电机为整个同步旋转装置提供动力,型号为日本三菱公司生产的HF-KP43的伺服电机,额定功率 。
。
Ⅰ、带轮设计功率
 (1)
(1)
式中:
1— ,工况系数( —见机械设计手册/成大先主编;第五版;化学工业出版社,表13-1-68,后简称为机械设计,表XX),取
,工况系数( —见机械设计手册/成大先主编;第五版;化学工业出版社,表13-1-68,后简称为机械设计,表XX),取 1.2;
1.2;
2—P,功率,取伺服电机额定功率的一半,即P=0.2kW。

根据周节制、特殊节距制同步带选型图,最终确定同步带的类型为特殊节距制,型号T10。
Ⅱ、带轮齿数
带轮的旋转速度与燃料棒转速相同,均为15r/min,带型为特殊节距制T10,查表(机械设计,表13-1-69)得带轮最小齿数 ,根据TIG焊机的实际情况,最终确定带轮轮齿数
,根据TIG焊机的实际情况,最终确定带轮轮齿数 。
。
Ⅲ、带轮节圆直径
 (2)
(2)
式中:
1— ,节距,
,节距, 10mm;
10mm;
2— ,带轮齿数, 。
 mm
mm
Ⅳ、同步带带宽
 (3)
(3)
式中:
1— ,设计功率, ;
;
2— ,带轮最小齿数, ;
,带轮最小齿数, ;
3— ,基准额定功率(机械设计,表13-1-74),取
,基准额定功率(机械设计,表13-1-74),取 kW。
kW。

根据焊机实际情况,取带宽 =32mm
Ⅴ、同步带节线长度
经计算,两个带轮的中心距 因在
因在 mm之间。根据焊机实际情况,取 =285mm,同步带节线长度 计算公式如下:
mm之间。根据焊机实际情况,取 =285mm,同步带节线长度 计算公式如下:
 (4)
(4)
式中:
1— ,两带轮中心距, =285mm;
2— ,小带轮节圆直径, ;
;
3— ,大带轮节圆直径,
,大带轮节圆直径, 。
。
 285+
285+ =870mm
=870mm
根据特殊节距制带的节线长度及其偏差表格(机械设计,表13-1-57),选取其接近的节线长度 。
。
2.3.3张紧力控制
同步带工作一段时间之后,会因永久伸长而松弛,对同步带的传动效率,传动功率等均有较大的影响。由于连接顶头与电机的同步带轮为水平传动。设计时,为了优化设备结构,方便操作,设计采用了改变轴间距的方法来调整张紧力,即通过移动螺杆在连接板上长孔的位置完成,见图4。
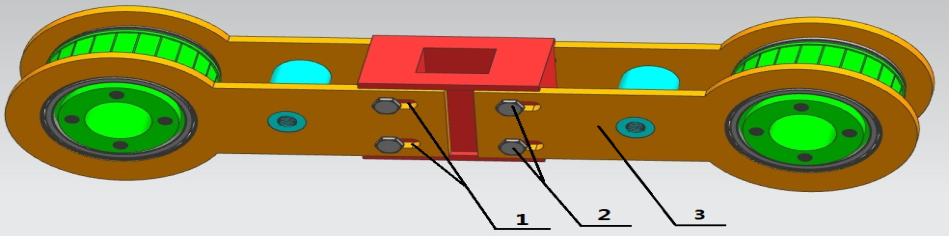
注:1-调节长孔 2-调节螺杆 3-连接板
图 4同步轮机构张紧力调整机构示意图
Fig.4 A schematic diagram of the synchronous wheel adjustment mechanism
针对进口TIG焊机在使用过程之中存在焊接顶头热量积累后被动旋转轴承易卡顿问题,改进了焊机旋转机构。通过计算,选择了特殊节距梯形同步带作为传动基础,通过改变轴间距的方法调整带轮张紧力,设计完成的同步旋转机构由电机的延长输出轴一并驱动。经大量实践证明,新设计的同步旋转机构稳定可靠,从根本上解决了燃料棒表面因顶头和端塞相对摩擦产生的磨痕或沾铜问题。
作者简介:王章波(1987—),男,四川成都人,工学学士,主要从事核燃料组件制造工作
[1] 陈宝山.刘承新.轻水堆燃料元件[M].北京:化学工业出版社,2007.158-161.
[2] 畅新.伍志明.压水堆燃料元件制造文集[C].北京:原子能出版社,2005.247.
[3] 成大先.机械设计手册第2卷[M].北京:化学工业出版社,2007.1012-1017.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



