中车戚墅堰机车有限公司 江苏常州 213011
摘要:出口尼日利亚DF11GN型内燃机车的车底架三位风道外形似箱型圆弧直角过渡接头,但由于风道壁厚薄,组焊操作空间受限,并且一端焊接在污油槽底壳上,因此对三位风道的密封性及清洁度要求提出了更高的要求。本文通过采用合理的装配焊接顺序,焊接方式、检验手段等保证焊接质量达到设计要求。
关键词:装配焊接顺序 焊接方式 检验手段
引言
2019 年中车戚墅堰机车有限公司与相关方签署《尼日利亚阿卡、拉伊铁路内燃机车设备采购合同》,要求完成6台DF11GN型内燃机车的制造和试验,并厂内交付。DF11GN型内燃机车以肯尼亚DF11为原型,机车各系统采用成熟的结构和部件,同时根据用户要求进行了设备的点装。
DF11GN型内燃机车车底架三位风道组装与以往DF11G型内燃机车风道装配结构相比存在较大差异,以往三位风道安装外部无遮挡,而DF11GN三位风道处于风道梁上盖板与污油槽之间,安装与焊接位置受限,组焊困难;又由于三位风道位于污油槽上,因此对焊缝的密封性提出了更高的要求。
一、组焊工艺分析
三位风道的结构如图1所示,它由上下盖板及左右侧板共计4块2mm的薄板拼接而成的,本身结构相对简单。如图2所示,但由于三位风道的一侧风道口需要与横梁上的风道口与二位风道相连,风道口的另一侧需要穿过集污槽,与车架下部的风道法兰相连。此外三位风道上部与横梁上盖板间距很近,且三位风道的立面与主发电机风道连接管间距过近。
1.组焊前准备
(1)DF11GN型内燃机车三位风道安装方式为现场配置,考虑到现场定位安装焊接无位置,首先在三位风道安装位置上部的横梁上盖板利用火焰切割去除一块便于安装,切割下来的板开45°~50°坡口备用。
(2)打磨去除组焊区域20mm范围内的油漆与毛刺、飞边。
(3)对应位置进行预装,根据实际情况对拐角、凸台等处进行划线切割修整。
2.确定组焊方式
根据三位风道的结构形式,为了保证风道内腔接缝的焊接可见性与可达性必须采用分体组焊的方式[1]。
3.定位
(1)以横梁风道口下沿及一侧沿为基准定位,风道下圆弧板与下沿接平,侧立板与侧沿接平。
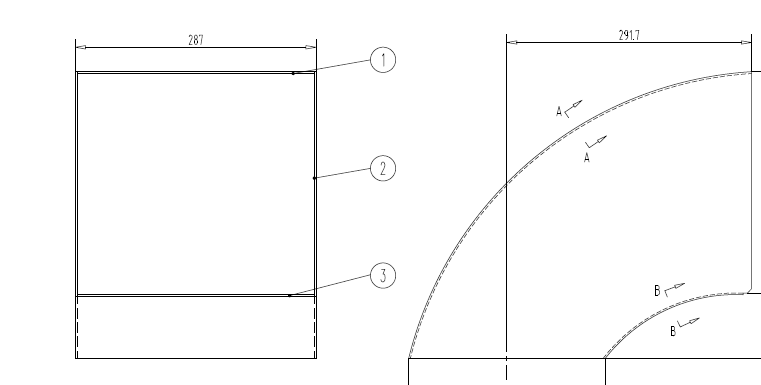
图1 三位风道结构示意图

图2 三位风道组焊位置示意图
(2)下沿接口处先点焊固定,适当调整位置,兼顾与集污槽开口处的连接,保证各处间隙均匀。
(3)另一侧立板定位时需将上圆弧板预装一下,确定两侧立板间的开档尺寸,取走上盖板后进行点固焊。
二、焊接结构、工艺及技术要点
1.焊接结构分析
焊接接头形式主要由厚薄板对接与角接为主,并还有搭接和端接接头,如图3所示。


a) b)
图3 接头形式
焊接工艺参数
焊接方法采用熔化极活性气体保护电弧焊,保护气体采用82%Ar+18%CO2混合气体,根据母材材质、板厚、焊接位置、接头类型等因素,采用的焊接工艺参数见表1。
表1 焊接工艺参数
焊丝牌号 | 焊丝直径/mm | 气体流量/m3·h-1 | 电压U /V | 电流I /A | 焊接速度/mm·s-1 | 备注 |
ER50-6 | ф1.2 | 20 | 16~17 | 110~130 | 3~4 | 风道侧板与横梁间的立焊缝 |
ER50-6 | ф1.2 | 20 | 17~18 | 120~140 | 4~5 | 风道上盖板与侧板的端接焊缝 |
ER50-6 | ф1.2 | 20 | 16~17 | 110~130 | 3~4 | 风道侧板与集污槽的角焊缝 |
技术要点
根据三位风道结构,焊接位置受限的部分焊缝在风道内腔完成焊接,其余在风道外部完成,交接处必须全焊透,以保证整体的密封性。具体措施如下:
措施1:在拐角处做一小过渡缺口,两焊缝在缺口处汇合,焊满缺口保证接合严密。
措施2:在拐角过渡处采用大电流将其焊透
[2]。
各接头形式均为厚薄板对接或角接,焊接时焊枪应指向厚板处。
三、煤油渗透检测、上圆弧板及梁上盖板组焊
为保证三位风道与污油槽连接处焊缝的密封性,对其进行煤油渗透检测。焊后进行两次煤油渗透试验。
1.第一次煤油渗透检测
在上盖板末盖之前先渗透检测风道内腔的下盖板与两侧板的焊缝,下盖板与横梁的连接焊缝,下盖板与集污槽的连接焊缝,两侧板与横梁的立焊缝,观察有无漏油现象,如有及时返工,并按相同的检测要求进行检测,此为第一次煤油渗透检测。
2.上盖板组焊
三位风道上盖板以往是与风道梁盖板端面对接,而现在为保证切除部分的恢复原样,上盖板安装时插入风道口形成搭接,上盖板的两侧与侧立板间形成端接。为保证熔透性可预留适当间隙[3]。焊接时,采用小电流短段断续分散焊控制变形,另外注意拐角处的连接[4]。上盖板定位焊方式如图4所示。
3.第二次煤油渗透试验
全部焊接完工后对风道与集污槽连接处进行整体渗油处理,检测漏油情况,重点检测外端的渗漏情况。
4.梁上盖板恢复
将从梁上盖板上割下的板开坡口打磨后重新定位安装焊接,打磨后基本恢复原状。

图4 上圆弧板定位焊
四、结束语
通过对DF11GN型内燃机车三位风道组焊接头形式及组焊位置进行分析,选择了合理的组焊工艺与操作方法,防止集污槽中污油渗入风道内,保证了风道内腔清洁度要求,有效避免了焊缝成形不良,焊接质量差、打磨工作量大、效率低等问题的产生。
参考文献
陈祝年. 焊接工程师手册[M]. 北京机械工业出版社,2009
中国国家标准化管理委员会. GB/T 25343.3-2010 铁路应用 轨道车辆及其零部件的焊接 第三部分:设计要求[S]. 北京:中国标准出版社,2010
孙景荣. 实用焊工手册[M]. 化学工业出版社,2007
陆雪冬. AH36薄板焊接质量控制技术研究[D]. 江苏科技大学硕士学位论文,2012, 4

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号