(中国电建集团山东电力建设第一工程有限公司 济南 250100)
摘 要:对施工现场大型H型钢梁制作工艺的各个步骤进行详细介绍,能够对野外施工有所参考和借鉴,减少大型钢构件长途运输的不安全因素及产生的变形,保证质量,圆满完成施工任务。
关键词:施工现场;大型H型钢梁制作;不安全因素;变形;保证质量;完成施工任务
1 前 言
陕能麟游电厂(2×350MW)机组工程汽机房钢屋架钢梁采用焊接H型钢,外形尺寸26600㎜×1600㎜×25㎜×32㎜。吊车梁采用焊接H型钢,外形尺寸12000㎜×1650㎜×22㎜×35㎜.考虑到高原的地形复杂,道路崎岖,大型钢构件长途运输极为不便,存在诸多不安全因素,且在运输过程中会造成部分的变形,因此确定在施工现场进行汽机房钢屋架及吊车梁制作。
制作地点为16t龙门吊下,按图加工制作、焊接、钻孔、防腐等。
2.1施工工序
材料准备→放样、下料→H型梁制作→H型梁焊接→H型梁构件组装→H型梁除锈防腐
2.2施工方法
2.2.1领料:
钢材及焊接材料包括焊条、焊丝、焊剂和焊接保护气体等均必须具有产品质量合格证明文件及产品使用说明书等。
2.2.2下料:
①根据图纸尺寸进行合理划线 ② 对H型钢的翼板、腹板采用自动切割机下料。③ 对H型钢的翼板、腹板的长度加放50mm余量,宽度不放余量。④当H型钢主体因钢板长度不够而需拼接时,焊接 H 型钢的翼缘板拼接缝和腹板拼接缝的间距不应小于 200mm。翼缘板拼接长度不应小于 2 倍板宽;腹板拼接宽度不应小于 300mm,长度不应小于 600mm。
2.2.3 H型钢梁的组装
2.2.3.1根据H型钢的截面尺寸,采用H型钢人工支架法.如下所示:
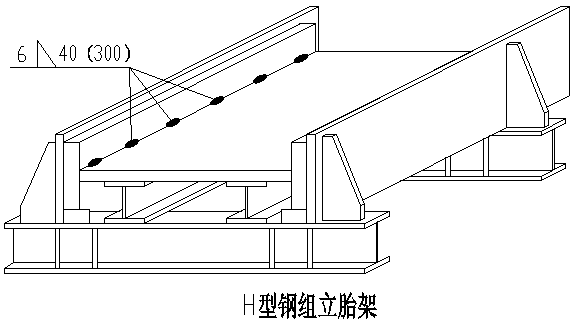
![]()
零件外观质量不符合要求处,应进行修补或用磨光机进行打磨;根据H型钢的板厚、坡口要求,制备引弧板及引出板。
H型钢的腹板坡口应采用火焰切割机进行;清除坡口面及附近50mm范围内割渣及氧化皮等杂物并进行修磨,同时对全熔透焊和部分熔透焊的坡口,在其过渡处应修磨出过渡段,使其平滑衔接。
2.2.3.2 H型钢梁的组装:
①H型梁上下翼缘板在跨中三分之一跨长范围内应尽量避免拼接。
②上、下翼缘板及腹板的拼接,应采用对接焊缝,并保证焊透,三者的对接焊缝不应设置在同一截面上,应相互错开200㎜以上。
③H型梁上翼缘板与腹板的T形焊缝应予以焊透;上、下翼缘板与腹板的连接焊缝应采用自动焊或半自动焊接;H型梁组合时应注意H型梁的高度及腹板和翼板垂直度。
2.2.4 H型钢的焊接:
2.2.4.1 H型钢埋弧焊全熔透焊接
H型钢组装可在H型钢组立支架上进行,定位焊采用气保焊;定位焊后,将H型钢放置在支架上后,其斜置角度应按下图所示
2.2.4.2焊接要求:
焊工应具有焊工资格证书和上岗证,经培训考试合格后上岗;H型梁焊接采用自动埋弧焊,选用φ4.0mm的H08MnA焊丝配合HJ301焊剂.
焊接工艺参数:
序号 | 材质 | 焊接方法 | 焊材 | 规格 | 电流 | 电压 |
1 | Q345B+Q345B | SMAW | J507 | Φ3.2-Φ4.0 | 105-150A | 22-24V |
2 | Q235B+Q235B | SMAW | J422 | Φ3.2-Φ4.0 | 105-150A | 22-24V |
3 | Q345B+Q235B | SMAW | J422 | Φ3.2-Φ4.0 | 105-150A | 22-24V |
4 | Q345B+Q345B | SAW | H08MnA | Φ4.0 | 625A | 33V |
焊缝的等级:
H型梁下翼缘对接的拼接焊缝质量等级为一级;H型梁上翼缘与腹板T形对接与角接组合焊缝及上翼缘、腹板的对接拼接焊缝质量等级为二级;所有的角焊缝外观质量标准为Ⅱ级;一级焊缝应进行100%的检验,二级焊缝应进行抽检,抽检比例不小于20%。
2.2.4.3 H型钢的矫正:
H型梁制作完成后可采用H型钢翼缘矫正机进行矫正并辅以手工火焰矫正;为便于H型梁校直,H型梁的加劲肋暂不焊接,待校正完成后再组合焊接,组合焊接后再进行检验校正,直至达到标准要求。
2.2.5 H型钢构件组装
在H型钢梁组装、焊接过程中,应预先考虑该收缩量对零件位置的影响,对其定位尺寸应加上焊缝收缩余量;部件或零件组装定位焊后应进行整体组装尺寸复查,对焊接所产生的变形应矫正。
2.2.6除锈
钢结构涂装前,钢材表面应进行喷砂除锈,除锈等级为Sa2.5,并符合现行国家标准。
2.2.7 摆放
H型梁摆放时底部垫平,做好支护,防止变形,保证牢固可靠。
参考文献:
GB50661-2011 《钢结构焊接规范》
05G514 《12m实腹式钢吊车梁轻级工作制》
YB3301-2005 《焊接H型钢》
作者简介:姜新杰,1995年毕业于华北电力大学热动专业,现为山东电力建设第一工程公司技术专工。
3

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



