邢台钢铁有限公司炼钢厂
[摘要] S7-200 SMART 是西门子公司新开发的一款小型PLC。本文主要介绍邢钢炼钢厂分别使用PC Access SMART OPC和KEPServerEX 实现WinCC画面与S7-200 SMART PLC通讯的两种实例。
[关键词] S7-200SMART PLC PC Access SMART OPC KEPServerEX
一、实例一
1.1引言
炼钢厂2#精炼炉新增了一套EHP-AF2000合金加料装置,该合金加料装置由供料斗、电磁振动给料器、称量斗、插板阀等设备构成,控制系统采用S7-200SMART PLC和称重控制单元及液晶触摸屏通讯控制,称重控制单元由单片机与称重传感器、电磁振动给料器组成,所有数据均通过RS232传入S7-200SMART PLC中,S7-200SMART PLC又通过RS485与液晶触摸通讯,实现称重数据输入控制及显示。
该装置安装在现场,不便于岗位操作,通过查阅西门子相关资料,WinCC与S7-200 SMART PLC可以通过PC Access SMART软件使用OPC协议中转实现通讯控制,并实现数据自动采集上传MES功能。
1.2过程实施
1.2.1 合金加料装置现场操作箱敷设以太网线
通过敷设以太网线使合金加料装置S7-200SMART PLC接入2#精炼炉一级控制网络,为实现自动控制提供保障。
1.2.2 现有精炼炉监控画面及加料系统
现有合金加料系统采用S7-400PLC控制,监控画面为WinCC系统,实现远程自动控制。编制WinCC画面如图1所示。
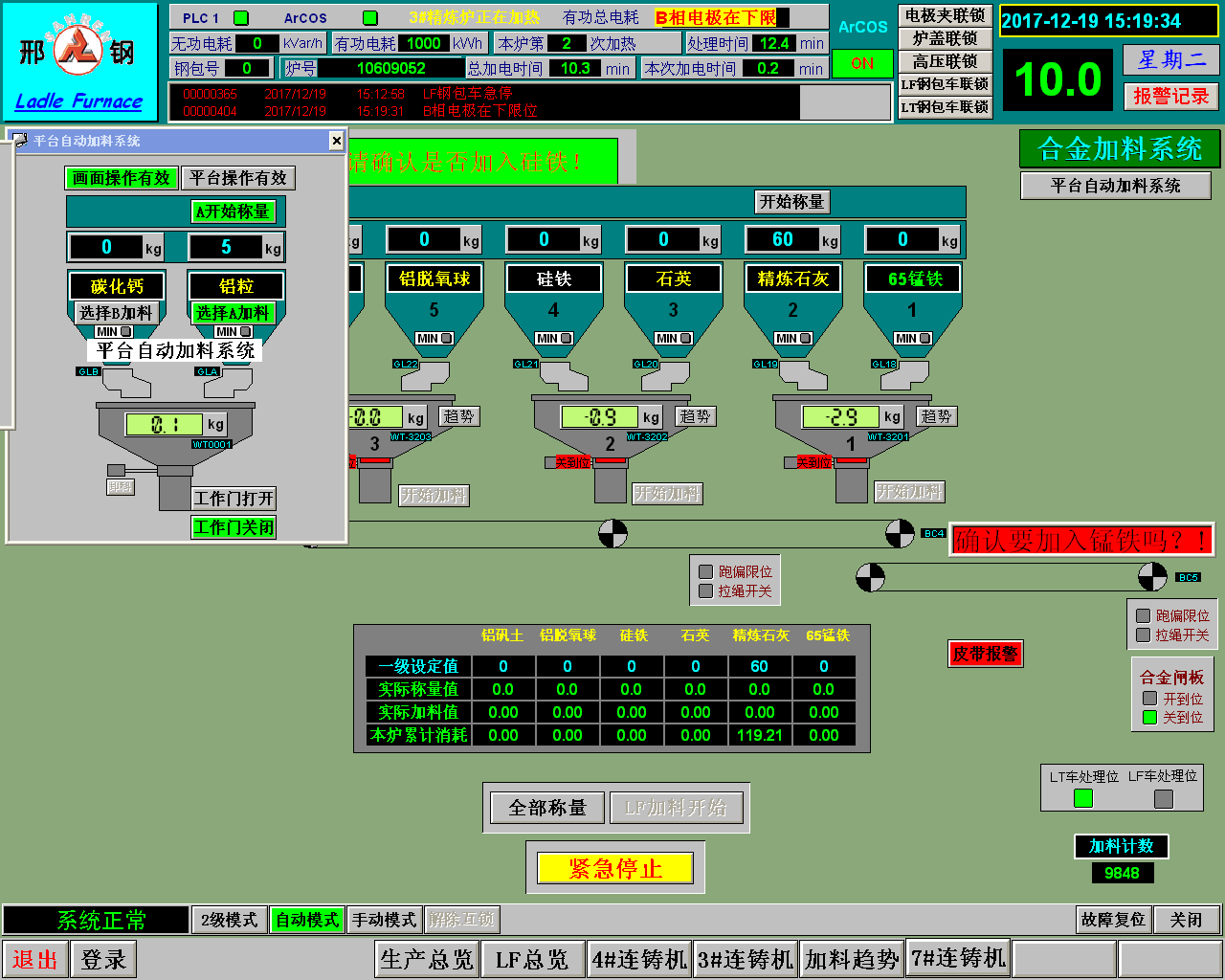
图1 合金加料系统监控画面
1.2.3 上位机安装PC Access SMART软件
在上位机上安装PC Access SMART软件,并建立项目工程与S7-200SMART PLC实现通讯,读取相关变量数据,见图2所示。
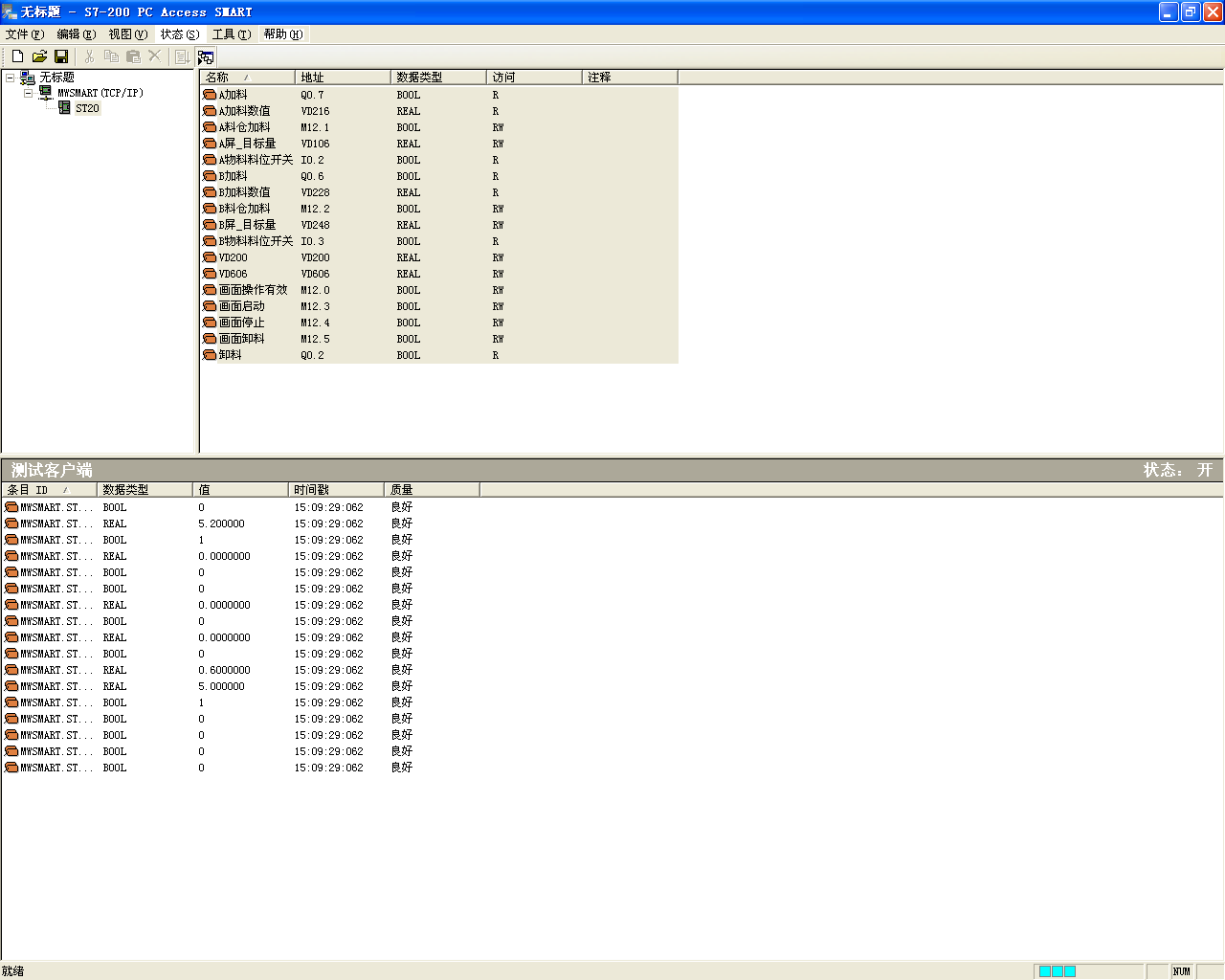
图2 PC Access SMART变量通讯测试
1.2.4 上位机WinCC项目OPC通讯建立
在WinCC项目变量管理器中建立OPC协议,设置系统参数,搜索S7-200SMART PLC,见图3所示。
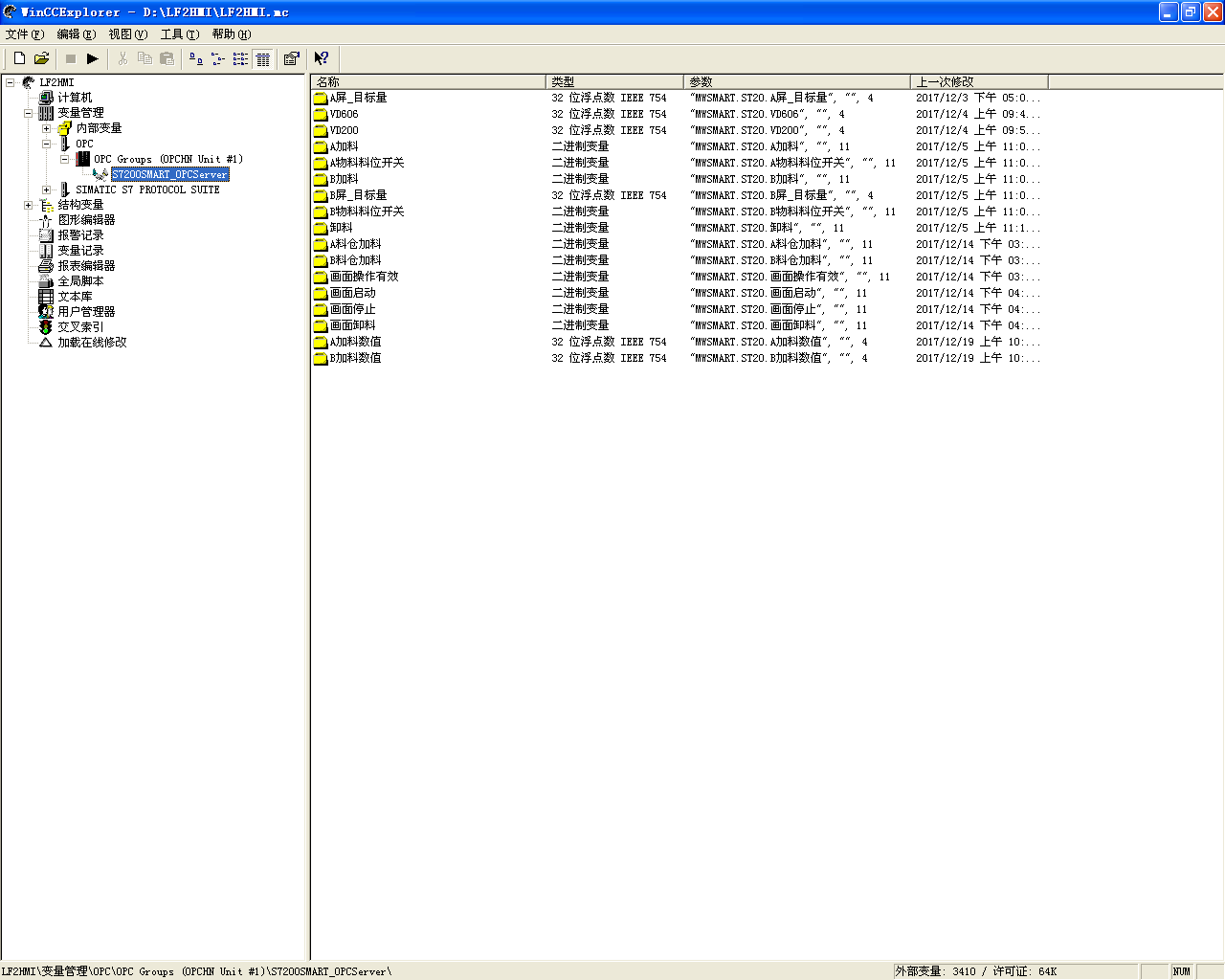
图3 WinCC项目OPC协议中建立变量
1.2.5 MES数据采集程序编制及上传
通过C脚本将OPC变量数据写入S7-400PLC中,并编制STEP7程序,实现合金加料数据自动上传。
图4 MES数据自动采集
二、实例二
炼钢厂4#炉新增一套在线合金烘烤装置,采用S7-200 SMART PLC控制,与合金烘烤现有监控画面WinCC系统不能直接通讯,通过查阅西门子相关资料,WinCC与S7-200 SMART PLC可以通过KEPServerEX软件使用OPC协议中转实现通讯控制。具体实施过程如下:
1.安装软件,新建工程,命名合金烘烤,使用西门子TCP/IP Ethernet驱动。
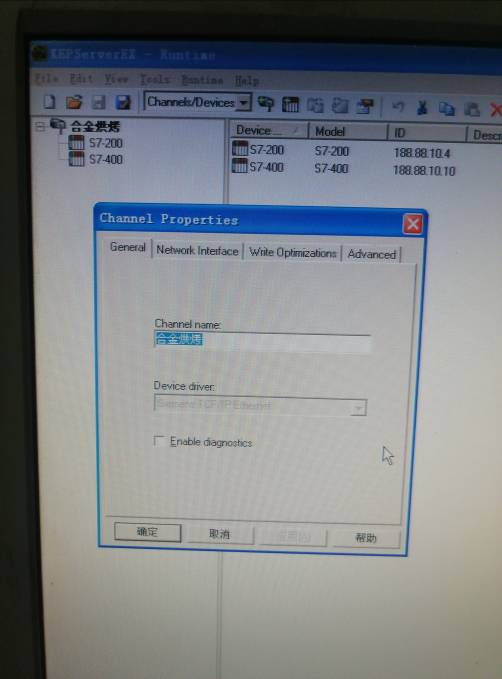
图5 新建工程
2.分别在PLC200 SMART和PLC400中新建变量
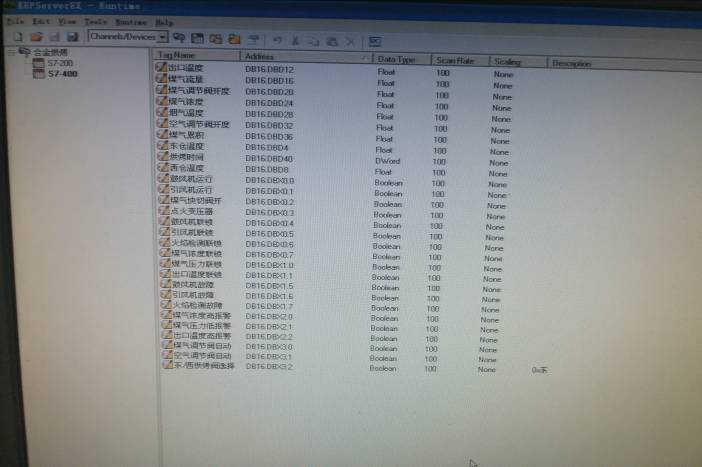
图6 PLC400中新建变量
3.通过Advanced Tags,实现PLC200 SMART变量到PLC400的通讯。
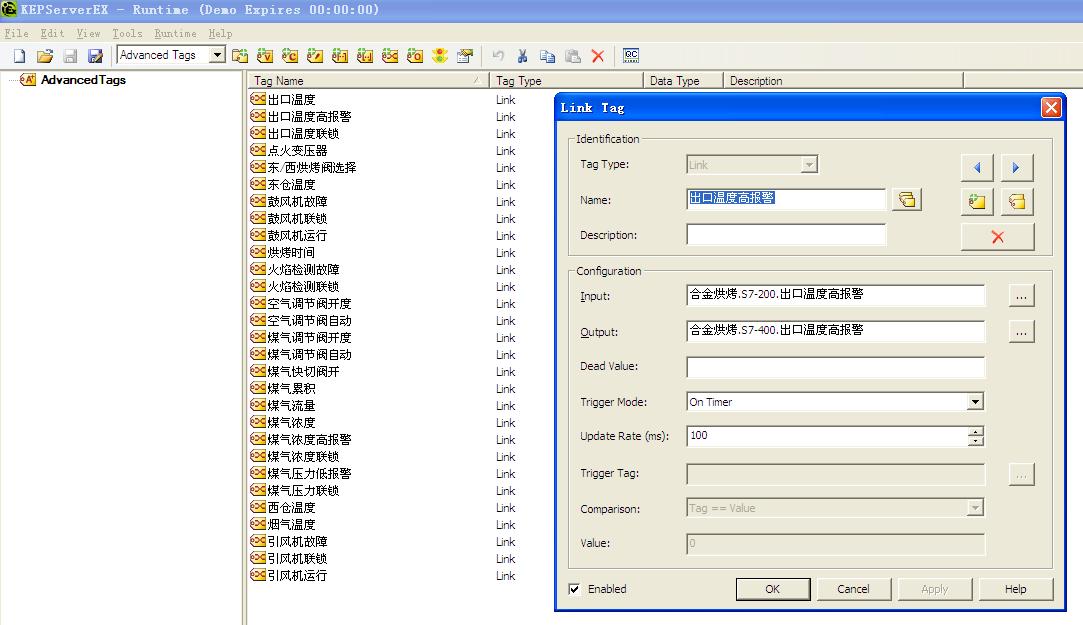
图7 通过Advanced Tags实现通讯
4.实现Wincc画面监控在线烘烤的状态
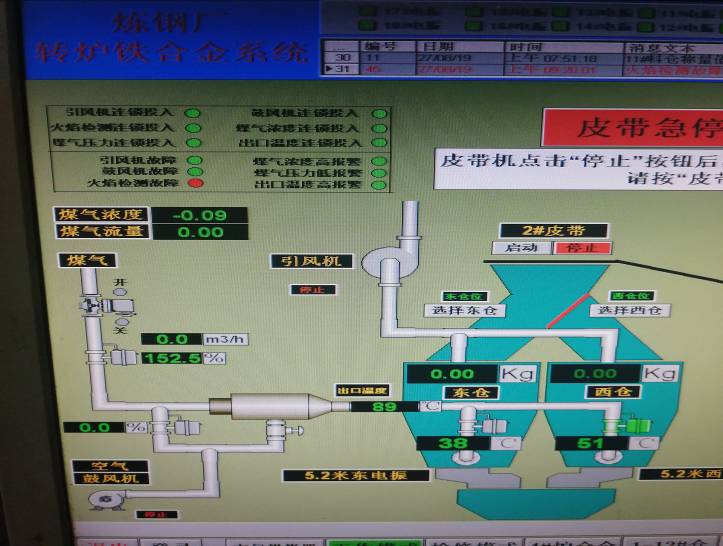
图8 Wincc监控画面
三、结束语
通过WinCC画面与S7-200 SMART PLC通讯的两种实例,满足了现场自动化控制需求,将理论知识应用于实际生产。随着设备自动化、信息化不断发展,对生产设备的简单控制已经不能满足生产的需求,我们还需逐步开展数字监控、模型控制、智能生产,向智能化工厂逐步迈进。
参考文献
西门子《WinCC通讯手册》
《PC Access SMART软件说明》
《KEPServerEX 软件说明》

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



