中车青岛四方机车车辆股份有限公司,山东 青岛 266000
摘 要:广州地铁六号线侧梁结构紧凑,存在焊缝重叠、焊接量大等工艺特点,针对侧梁焊后变形量较大造成的调修量大的问题,进行焊接变形数据的分析与探究,找到焊后变形较大的原因,确定最合适的焊接方法,从而达到降低该位置焊后调修量的目的。
关键词:导柱;焊接变形;调修量
中图分类号: 文献标识码:B
前言
随着近年来我国各大城市城轨交通的高速发展,技术水平逐渐提高,地铁的种类逐渐增多,适应各类城市特点及地形地貌,已成为我国城市交通建设的一张“金名片”。其中焊接构架的侧梁部分起着地铁走行部的关键支撑,由于侧梁整体上焊接多种部件,焊接变形大,严重影响了产品质量,成为制约生产的瓶颈要素。基于上述问题,本文拟通过对其进行工艺优化试验,从而提升广州地铁六号线侧梁制造水平。
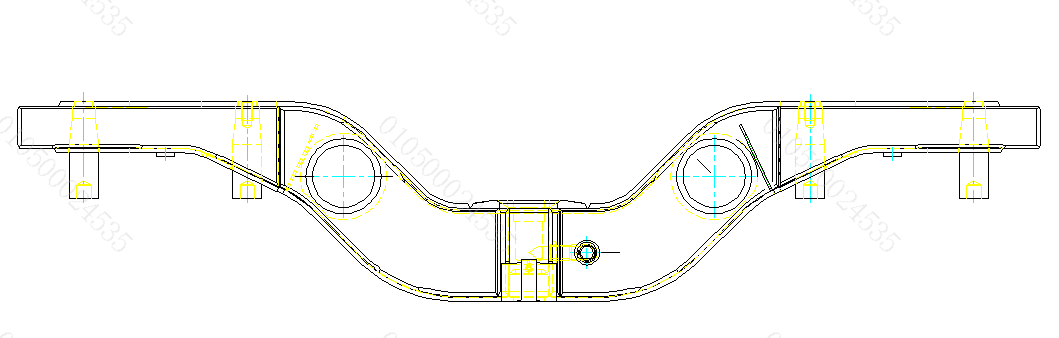
图1 广州地铁六号线侧梁示意图
1 工艺现状
当下各类地铁焊接构架整体普遍呈“井”字型结构设置,其中侧梁为箱体结构,采用薄板焊接,其内腔设有多组筋板,由于焊接存在较大热输入,产生焊接变形,尺寸发生较大变化,显著降低结构的承载能力,需进行火焰调修。火焰调修是利用金属热胀冷缩的物理特性,使用火焰局部加热金属,热膨胀部分受到周围冷金属的制约而产生压缩塑性变形,冷却后压缩塑性变形残留下来引起局部收缩,在被加热区产生聚结应力,使金属构件变形得以矫正[1],过多的火焰调修会造成部件焊接变形过大,使材质及焊缝内部质量受到影响。
对侧梁各位置调修量进行统计,发现导柱位置调修量最大,同时抽取27组现车侧梁进行焊接变形方向统计,发现导柱X及Y向调修量过大,约占总变形量的85.8%,为造成侧梁调修过多的主要因素。
2 工艺验证
2.1 试验目的
模拟现车实际情况,以验证该结构不同焊接方式下焊后调修量,确定最适合当下结构的焊接方式。
2.2 试验准备
焊丝采用Φ1.2mm的耐候钢焊丝,采用MAG焊接,设备使用松下YD-500GL4型焊机,混合保护气体(80%Ar+20%CO2)。
2.3 试验过程
方法1:调整该焊缝的焊接参数
调整该焊缝使用的焊接参数,将原先的打底大规范改为小规范(210A/20V)进行操作,提升焊接速度,由2m/s增加至4mm/s,从而降低焊接热输入,减少焊接变形。针对上述改善,小组对近期生产的5组侧梁采用同一名员工进行验证,焊后进行UT探伤。
方法2:调整导柱焊接顺序
在焊接过程中,不均匀的热输入导致焊接结构的变形,不均匀的温度场,使结构各个部分热胀冷缩不能同步,焊缝处于金属熔化、凝固过程中会产生相变、膨胀和收缩等,体积会产生较大的变化,从而引起焊接结构的变形。而对于形状、材料及焊接参数确定的构件来说,焊接顺序是控制焊接变形量的关键,因此找到合理的焊接顺序是至关重要的[2}。
攻关前一是先焊同一侧两根导柱,焊接完成后再焊接另一侧两根导柱;二是每个导柱在TIG焊打底后,焊接顺序为从左向右周圈焊接,焊接热量都集中在与一侧,致使导柱焊接后变形过大。
现更改侧梁导柱焊接顺序,焊接参数不变,焊接人员不变,抽取5组侧梁试验,焊后进行UT探伤,按照1-4顺序进行打底,四座打完底后再按照1-4顺序进行填充及盖面。
![]()
![]()
![]()
![]()
4
2
3
1
图2焊接示意图
侧梁导柱的焊接方式改为分段退焊,即从起点两端分段向终点进行焊接,保证同一根导柱两侧热输入尽量一致,避免导柱焊后向同一方向倾斜过大。

![]()
![]()
![]()
起点
图3调整焊接顺序
2.4 试验结果与分析
试验结果:
上述两组焊后调修量分别降低了67%、83%,随后进行UT探伤检测,检验结果表明第1组试验存在不同程度的焊接缺陷,而第2组探伤无缺陷。
表1焊后结果统计表
试验组别 | 部位 | 原调修量 | 优化后调修量 | 备注 |
1 | X向 | 6 | 2 | 焊后存在探伤缺陷 |
Y向 | 6 | 2 | ||
2 | X向 | 6 | 1 | 焊后无缺陷 |
Y向 | 6 | 1 |
分析:
通过使用小规范的焊接参数,虽然有效降低了焊接热输入,但是由于该焊缝为UT探伤焊缝,且导柱与侧梁间存在较小的组装间隙(约1mm左右),焊接参数小会造成热输入不足,导致焊缝无法有效熔合,出现焊接缺陷,导致返工返修再次施焊,又加大了焊接变形。
通过优化导柱的焊接顺序,改为对称焊接,有效降低了该位置的焊后变形量,同时焊后UT探伤无问题,优化效果显著。
3 结论
结合上述试验结果,为减少焊后变形,需要尽可能采用对称焊接,在一定程度上抵消焊接后产生的变形。该方法已在各类地铁焊接构架进行批量应用,同时针对其他项目类似结构的焊缝操作也提供了一种参考方法。
参考文献
[1]韩晓辉,史春元.火焰调修对轨道车辆用冷轧不锈钢板力学性能的影响[J].电焊机,2015.45(1):98—103。
[2] 黄尊月,罗震,敖三三,董建涛.焊接顺序对某飞行器叉形结构焊接变形的影响[J].焊接学报,2016,37(8):31-34.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



