广西柳州银海铝业股份有限公司 广西柳州 545006
【摘 要】矫直机械已经从冶金行业的辅助机械成为冶金和一些高新技术领域中不可或缺的加工机械。其中拉弯矫直机在机械生产过程中有着重要作用,拉弯矫直机的顺利运行对提高生产效率有着很大帮助。因此,本文在介绍拉弯矫直机基本结构及工作原理的基础上,重点探讨分析了拉弯矫直机组在使用过程中的注意事项、辊盒维护保养关键点。
【关键词】拉弯矫直机;辊盒;板型;维护;保养
1.引言
世界上的机械工业的快速发展,环境污染问题日益凸显,可持续发展已成为世界上各个国家的重点研究的方向,机械行业的可持续发展重要性正在逐渐凸显出来。矫直技术从属于金属加工,现已应用于汽车、船舶和机械装备制造业等行业。在当前金属加工中,拉弯矫直机是金属加工生产中的一台关键性的核心设备,对金属板带板型不良问题的后续修正起到至关重要的作用。因此,本文中对拉弯矫直机组成结构、工作原理以及维护保养要点进行分析。
2.拉弯矫直机组组成
拉弯矫直机的精髓集中在“拉”“弯”二字上,拉就是拉伸、张力,弯就是弯曲。其中“拉”是通过S型张力辊来完成的,金属板带拉弯矫直机上的张力辊通常是胶辊,钢辊芯、表面敷胶、两两一组。在矫直机架前后各设一组或者多组张力辊,电机减速机传动提供扭矩,通过电气调速系统控制,提供拉伸所需的张力。
拉弯矫直机整体设备从大的方面说,由开收卷装置、“S”型张力辊装置、矫直机、张力测量装置、板型测量控制系统等几大部分组成。
开收卷装置是板带生产中常规的涨缩卷轴结构的机械设备,液压驱动卷轴涨紧料卷内径,通过电机减速机提供张力,执行放卷和收卷的功能。为了保证生产的料卷卷取整齐,通常在开卷机上设有边部自动对中装置
(EPC)。
矫直机是核心设备,主要由矫直机机架、“S”张力辊和可拆卸式矫直辊盒组成,示意图 1。
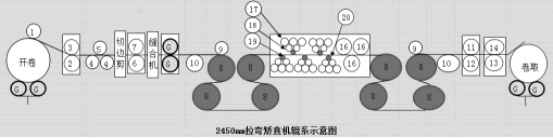
图 1 2450mm拉弯矫直机辊系示意图
张力辊也称为S辊,是张力系统的重要设备。稳定的张力是正常生产的必备条件,所以如何精准的控制张力辊的运行状态,对提高产品质量具有重要的意义。
“S”型张力辊装置和张力测量装置通常安装在矫直机工作段,S辊提供矫直板带所需的张力,张力测量装置参与测量和控制。
板型测量控制系统是一套自动化装置,对通过矫直机之后的板带板型进行测量以及反馈,通过反馈调整矫直机的工作状态,来实现目标板型。
弯曲是在矫直机辊盒内实现的,本文以五辊矫直辊盒为例来介绍: 五辊指的是工作辊个数,即五根工作辊,分体式辊盒,上辊盒工作辊两根,下辊盒工作辊三根,分布如图 2。
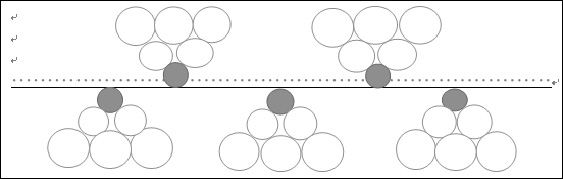
图 2 2450mm拉弯矫直机组辊盒结构
三层结构,即工作辊、中间辊和支承辊,相应的直径依次增大,以保证足够的强度支撑。
3拉弯矫直机维护保养相关事项
拉弯矫直机设备的维护保养主要是辊盒的维护和保养,一台拉弯矫直机好用与否,最关键就是辊盒的维护、保养和装配。
3.1辊盒的维护和保养
整个矫直辊盒是与铜板带直接接触的,并且为了矫正板带的板型,辊子都在高负荷、高转速的工况下工作,在工作一段时间后,辊子表面会有较多的污染,生产中会对带材表面造成影响,并且辊子有一定的疲劳周期,这些情况都需要对辊盒进行维护和保养。
通常情况下,辊盒在工作250小时后就需要维护保养。将整个辊盒分解,轴承部位重新润滑,工作辊、中间辊、支承辊的逐根检测,如果尺寸公差在要求范围内,则只需要对三种辊子进行擦拭和抛光。将辊子使用柔软材质的三爪卡盘夹住一端,另一端使用活动顶尖顶起,车床转速不低于300rpm,速度越高抛光效果越好。先使用400目的防水砂纸擦拭表面,清洁之后使用1000目的砂纸进行抛光,恢复表面的清洁光亮之后可以装配继续使用。
而如果在辊子检测的过程中发现超出了图纸的公差要求,这时就需要将辊系进行修磨,修磨的工艺比较长,需要先热处理消除辊子应力,然后将辊子做矫直处理达到图纸要求,最后用磨床将所有的辊子修磨到尺寸一致。保养完成后需要认真检测所有辊子尺寸,确认都能满足要求时才能够装配使用。
3.2辊盒的装配与调整
检测合格的辊系按照装配图纸依次回装,要严格按照工艺规程执行,清扫、清洁、润滑要做到位。
上辊盒的支承辊是分段结构的,每一段都有支座,支座下面有垫板,一旦工作辊、中间辊、支承辊的直径发生变化时(变小),要实时的添加垫片,来保证上辊盒各种辊子之间紧密接触。
下辊盒与上辊盒结构类似,但为了调整板型的需要,支承辊座需要通过矫直机架上的伺服油缸和斜楔机构进行升降调整。
上下辊盒装配完毕后,推入机架中组装连接,然后将机架打开,现在一项重要的工作是下辊盒找平。
在下辊盒的矫直工作辊上面,加装测量仪表(通常是百分表),然后由中间开始,液压推动斜楔机构上升,直至中间的测量仪表数值发生变化,然后缓慢下降,直至表针回到零点,这时记录伺服油缸的位置数值作为该段下辊盒支承辊工作位置零点的标定值,以此类推,最终将所有下辊盒支承辊的油缸位置标定完毕,整个下辊盒处于工作的水平状态。
3.3校核开口度
辊系调整的最后一项工作就是校核开口度。由前文中我们知道,上矫直工作辊和下矫直工作辊之间的距离Z要小于带厚,这就要求距离Z必须精确,这时就需要校核开口度。
上辊盒安装在矫直机架上,机架上有两套涡轮蜗杆升降装置分别调整上辊盒的传动侧和操作侧位置,另有一套机械旋转机构来调整入口侧和出口侧的斜率,通过两种机械机构联合作用,来调整上辊盒的位置,最终实现开口度的标定和工作位置的摆定。
,用一标准块塞尺,将辊盒位置按照塞尺厚度进行预置,然后用塞尺分别塞入辊盒入口侧、出口侧的传动侧和操作侧,通过两套机构调整,最终使辊盒四个角的开口度一致,然后标定。
4结束语
为了改善金属板带的板型,需要在“拉”、“弯”两种组合作用下,让材料发生一定的塑性变形,才能实现。拉弯矫直机在当前机械制造行业中应用广泛,因此,有必要加强对拉弯矫直机的维护保养。金属板带加工中,在通过拉弯矫直机以后易出现的问题主要有震纹和翘曲,多数都是辊盒维护、保养和调整装配不到位造成的。所以在拉弯矫直机的维护保养工作中,主要是完成矫直机辊盒的维护、保养和装配,只要严格按照工艺执行,就能够较好的完成金属板带矫直的功能。
参考文献
[1] 刘保平.管材十辊矫直机矫直过程与矫直精度分析[J].锻压技术,2014(07)
[2] 左雁冰.斜辊式矫直机矫直钢管的压扁量等参数的研究[J].重型机械,2013(05)
[3] 李春菊.带钢拉弯矫直机机架结构的优化分析[J].冶金设备,2012(04)
[4] 王文兵.拉弯矫直机结构研究及基本工艺参数确定方法探析[J].机电技术 2012(08)

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



