红塔辽宁烟草有限责任公司沈阳卷烟厂 辽宁省 沈阳市 邮编 110000 。
【摘要】在烟草企业加工生产中,制烟丝线为重要的环节之一,包含了增温、赠湿、切丝、干燥以及辅联等诸多的设备,由于制丝环节应用的设备过多,设备异常情况频发,在制丝生产环节中,任何一环节设备故障会对香烟制造的质量造成影响。因此,为有效确保香烟制丝生产环节的质量,为卷制环节提供合格的烟丝,需要对制烟厂制丝设备状态进行综合性分析,对制丝环节所应用的各类设备进行分类程序设计和开发设备异常自动判异功能,以实现对制丝线设备故障的及时和精准判断,确保制丝线设备生产的连续性,为制丝质量提供保障基础。基于此,本文针对制丝线设备状态自动判异功能开发展开探究分析如下。
【关键词】制丝线设备;运行状态自动判异功能;状态检测;功能开发
随着科学技术和互联网信息技术的不断发展与进步,越来愈多的新型技术被广泛应用到现代工业生产中,其中,以自动化技术、智能化技术等为主。在烟草企业生产中,越来越多的智能化、自动化设备被应用其中,在实际生产中,如果机械设备出现故障,将会对整个生产过程和产品质量造成影响,严重的话还会诱发安全事故的发生。因此 ,在烟草企业制丝生产环节中,必须要注重对各类制丝线设备的智能化监控, 科学合理利用状态监测系统,实现对至死设备工作状态的有效监控,降低生产过程中的设备小停机,保持生产的连续性,保障烟厂制丝的质量。
烟草企业制丝线设备常见故障问题分析
在烟草企业制烟丝生产环节中,生产线长,覆盖面广,包含了多个加工步骤,需要用到的制丝线设备种类也繁多,并且主机设备、关键设备控制复杂,对于烟草企业制丝环节机械设备的管控压力巨大。在当前的烟草企业制丝环节设备运行监控中,主要应用全员参与的“三位一体”化设备3级点检体系,即:日常点检、专业点检和精密点检,来实现对制丝线设备运行状态的掌握。主要是采用定人,定期,定点,定质,定量的监控原则,设定好定期检查周期,来实现对设备运行状态的监控。然而,由于定点检修具有一定的周期性,对制丝线设备的检修是一个非连续性的、非实时监控性的过程,而制丝线设备是属于连续化生产的流水线,设备的运行是不间断的,并且运行状态是一个不间断、不断变化的过程,仅仅依靠 3 级点检是无法满足对制丝线设备运行状态的实时监控的,存在很大的安全隐患。当制丝线设备在运行过程中,运行状态发生较大偏离时,就会诱发设备的运行故障和异常,工艺指标也无法达标,会造成流水线故障停止运行,严重影响了制丝线的正常运作。在烟草企业制丝线工作环节中,常会发生断流现象,这主要就是由于制丝线设备故障诱发的停机造成的故障问题。因此,烟草企业必须要在基础3级点检体系上,在充分的利用现代化、智能化技术,实现对制丝线设备判异功能的二次开发,实现对制丝线设备的实时监控,通过对制丝线设备运行状态的不间断智能化监控和判断,以保障烟草企业制烟丝生产环节的高效、高质量运行。
烟草企业制丝线设备判异功能的改进措施
2.1 制丝线设备状态异常模型的建立
对烟草企业制丝线设备现有异常报警系统进行综合性评价,在此基础上,以历史小停机统计为依据,进行对制丝线设备异常原因的分类处理,建立统计或数学模型。异常种类的分类主要为:关键参数报警、设备运行状态报警、操作报警等,然后依据具体分类,进行判异功能的综合性开发。
2.1.1关键参数报警
设备关键参数:加料比例,加水量,加香比例措施,入口水分,入口瞬时流量,出口水分,蒸汽喷射比例,筒壁温度,梗丝掺配比例,膨胀丝掺配比例等通过实时监控选定关键质量指标,当出现偏离设置的预控线时,利用判异规则进行判断处理并输出报警。制丝集控系统松散回潮筒体电机电流监控如图 1 所示。
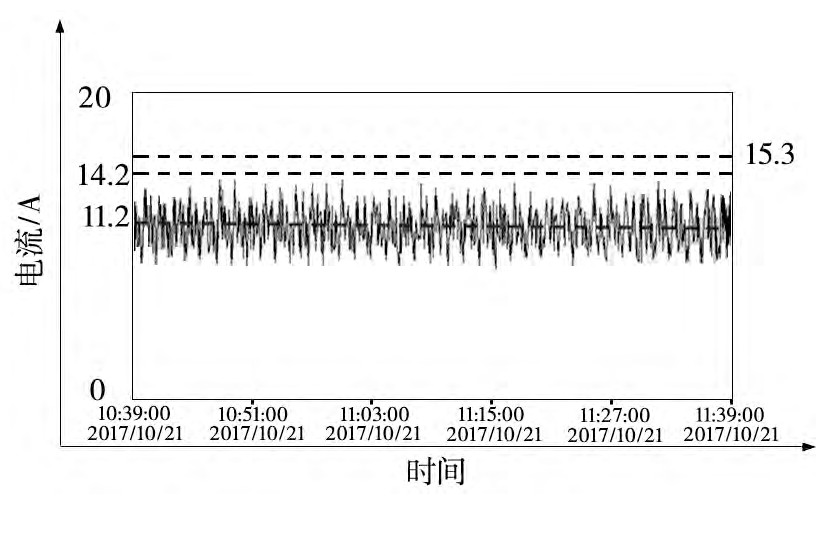
图 1 制丝集控系统松散回潮筒体电机电流监控图
2.1.2 设备运行状态报警模型
(1) 料罐缺料报警输出。生产状态、加料状态(加料阀打开、流量计瞬时流量>0)、料罐料液剩余重量可使用时间 <10 min(料罐料液剩余重量<电子秤瞬时流量实际值×设定比例/600),无称重装置的料罐可以按百分比进行设定。
(2)来料流量异常报警输出。生产状态、电子秤占用、(电子秤瞬时流量实际值-电子秤瞬时流量设定值)/电子秤瞬时流量设定值>1%。
(3)加料泵异常报警输出。加料泵运行电流异常;加料泵运行频率异常。
(4)水分仪或流量计网络异常。预热或生产状态掉网、牌号通道不正确。
(5)引射压缩空气压力低。引射压缩空气压力实际值小于设定值 90%。
(6)提升带堵料。堵料位光电开关遮挡时间>3 s。
(7)电子秤异常。生产前即可发现电子秤跑偏、零点漂移、皮带速率异常。
2.1.3 操作报警
对生产相关重要操作进行预警,操作错误或操作造成生产冲突时报警。例如:预热、清洗操作在不适合场合触发,选柜冲突等。
2.2 程序设计
PLC(Programmable Logic Controller,可编程逻辑控制器)通过读取终端设备数据,对关键参数进行实时监控,经过逻辑运算输出报警范围上传至上位机。对报警模型进行程序开发,工艺参数报警输出阀值(报警值),可以是某些限定条件的并联、串联、混联的输出,将文本描述语言转化为机器控制语言,将设备异常状态通过程序设计自动识别和触发。最终经过输出设备如上位机、语音报警装置,播报异常位置或以可视化方式实现设备状态可控。
3、烟草企业制丝线设备判异功能的改进效果
通过对制丝线设备状态判异功能进行了进一步升级改造,对设备异常数据的二次开发,实现自动化实时监控判异,实现了对制丝集控系统设备状态数据利用价值的充分挖掘,为设备预防性维修提供科学依据。 实现在线实时对设备运行状态的监控,提高设备预防性维修工作的准确性和针对性。通过本次制丝线设备判异功能的升级改造,可以实现对制丝线设备运行中关键环节隐患的提前预知,提前发现设备运行隐患,并及时的采取针对性措施加以及时修复,减少生产过程中设备停机频次,节省了维修成本和故障运行成本的增加。同时,通过设备运行状态自动判异及预警,可逐步了解设备关键点状态的变化规律,有利于指导和改善设备维修作业计划,使设备维护更有针对性和科学性,提高设备维修管理水平。再就是,系统化自动判异功能的开发设计,只要具备一定程序设计和通信功能开发能力,就可以进行开发,属于低投入高产出技术手段, 具有一定的推广应用价值。
【参考文献】
[1]刘明松,吕敏黎,普云伟.制丝线设备预防性维修管理实施探讨[J].设备管理与维修,2021(02):65-67.DOI:10.16621/j.cnki.issn1001-0599.2021.01D.37.
[2]高静.状态监测系统在烟草制丝线中的应用分析[J].中国设备工程,2018(02):63-64.
[3]梁岳.状态监测系统在烟草制丝线的集成应用[J].机电信息,2014(27):133-134.DOI:10.19514/j.cnki.cn32-1628/tm.2014.27.079.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



