中国石化 股份 有限公司天津分公司 天津滨海新区 300040
概要 介绍了调节阀(介质为油、可燃气或蒸汽等的直通单双座阀、套筒单双座阀、三通阀、角阀、蝶阀、球阀、挠曲阀、闸阀等多种类型)维修时填料及垫片的选用技术要求和检修过程控制。
关键词:填料、填料函、密封、垫片
1.介绍 填料是动密封的填充材料,用来填充填料函空间,以防止介质经由阀杆和填料函空间泄漏,填料密封是阀门产品的关键部位之-,要想达到好的密封效果,一方面是填料自身的材质,结构要适应介质的工况需耍,另一方面则是通过合理的填料安装方法和在填料函的结构上考虑来保证可靠的密封。在考虑到密封性能的同时,还要注意降低填料对阀杆的摩擦力(一般情况下每组填料不宜超过5件),同时还要防止选用填料材质对阀杆和填料函的腐蚀。
2. 填料的种类及使用工况
2.1 V型聚四氟乙烯填料
PTFE 润滑性好,抗化学腐蚀性能好,有较低的摩擦系数和较宽的工作温度范围,一般用于-180- 200℃。通常制成 V 型环状,V 型加工成形有 60°(一般场合)和 90°(高压场合)结构之分。几乎适用于所有化学药品,酸、碱等流体和禁止使用油类的场合。(易出现结晶物质和含有固体颗粒的流体,不适宜使用此类型填料)。结构示意图如下:
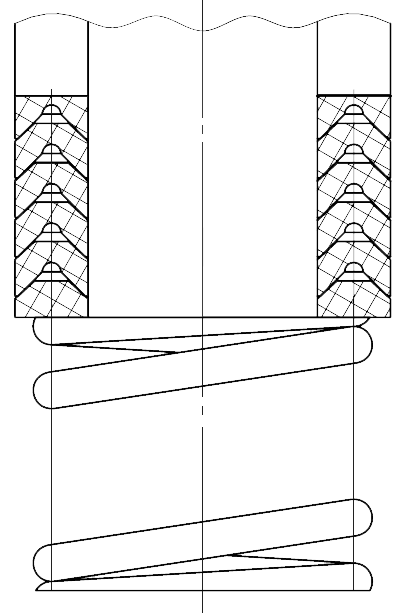
图1聚四氟乙烯填料
备注:当流体压力为负压(即低于标准大气压)场合,通常要把V型聚四氟乙烯填料反装。
2.2 石墨成型填料(非开口型)
柔性石墨也称膨胀石墨,由优质鳞片石墨经化学处理,高温瞬时膨胀改型而成。通常在工作温度大于200℃选用石墨成型填料,具有较好的耐高温性能,适用于高温介质,使用温度可达650℃。但在阀门压力等级大于ANSI900以上时不建议使用纯石墨成型填料,需使用复合型填料。
图2石墨成型填料
2.3 复合填料
一般由3件成型石墨环及2件挤压成型的石墨镍丝编织填料组成,适用于高温、高压工况,工作压力可达60. 0MPa。将石墨镍丝填料放置在填料函的最低端和最上端,可起到很好的抗冲击作用。
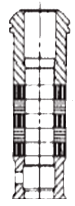
图3 复合填料
2.4 开口成型填料
开口成型填料一般为编织型盘根,以固定长度,按45°角斜口切断后,经磨具预压成型,经过预压的盘根径向压力分布均匀。一般在现场抢修、工期紧急时使用(安装便利,可在不拆卸执行机构及阀杆、推杆连接的情况下进行安装)。
未经预压成型的编织型盘根填料,由于没有经过磨具压制,在安装过程中受人为因素影响较大,容易出现填料压紧后受力不均的情况,密封效果不好,易造成外漏。或填料预紧力过大造成阀门摩擦力大,容易出现爬行及喘振现象。原则上不允许使用。若遇紧急情况,在加装未经预压成型的编织型盘根时,需制作专用工装,对加装进填料函的每一个填料逐一进行压紧,以达到预压成型的效果。
图
4 PTFE盘根
2.5 其他说明
阀杆填料不得采用石棉或含有石棉类的物质。
阀杆填料不得采用石墨纸。
阀杆填料应能承受450℃条件下,油、可燃气或蒸汽的长期作用而不失效,即保证此处的泄露量在不大于100ppm的条件下,可使用期不低于5年。
未进行国产化的进口阀门阀杆填料,维修单位须按原阀门或维修包说明书要求进行维修。
3 填料的安装步骤
3.1清理填料函。对于填料函内填料必须全部清除,取出旧填料后一般可使用高压喷水器进行进一步清除,阀杆或轴表面要光滑,不许有毛刺和划痕,在掏填料时要注意不要损伤阀杆或轴。
3.2 检查阀杆。对已掏完填料的阀杆必须对阀杆表面检查,阀杆的光洁度一般要求在▽6以上,与柔性石墨相配合的阀盖壁光洁度要求在▽4以上,阀杆与阀盖壁均不允许有明显的斑痕、划伤或锈蚀现象。
3.3 对要更换的填料材质和形式按照原填料进行选用。如无法确定情况下报告给检修技术负责人,检修技术负责人按仪表规格书或实际工艺介质、介质压力等参数,对照企业标准中填料的选用技术规范进行选择。
3.4检查阀杆的弯曲度超过 0.20 mm,须进行修复,对于无法修复的组件需更换。
3.5阀门检修应更新全部填料,新填料材质必须符合要求,填料宽度及高度应与原始填料参数一致,新填料应完整,无损坏,无变色,无松弛。
3.6检查新填料备件与拆下的旧填料条数是否相同,如果数量不一致,应向检修主管报告并查证。
3.7安装填料应使用专用工具,填料组件装入填料函中时应一层一层装入,并保证每层都装到底,如使用专用对开环达到此目的,见图5,禁止采取把填料组装入整体下压的行为。 膨胀石墨填料尽可能的不用切口型,采用解体阀门套装为好。如必须用对有切口的填料,原则上每层的切口45度,层与层间的切口错位90度,见图6,避免出现介质流向的贯穿通道。
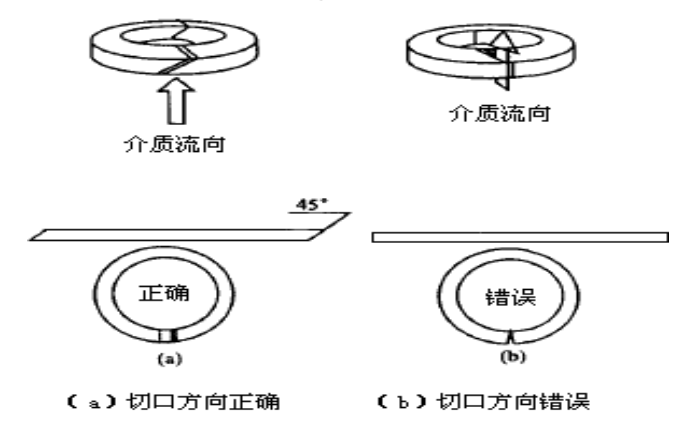
图5 安装填料的对开环 图6 填料的切口与安装位置
3.8 填料安装完后,用力矩扳手紧固压紧填料时,根据给定的力矩应对称和分段施力,随时观察填料法兰的平行度和中心孔与阀杆的对中性,达到规定的力矩。最后对称均匀压紧填料压盖,不许有偏斜。
3.9 填料压好后,压盖的压套压入填料函的深度一般宜为其高度的1/4—1/3。
3.10 更换填料后,阀门需要进行手动(气动或电动)试验,检查填料是否过紧,有无异响、卡阻或抖动等现象。整个安装过程中填料要保持清洁,以避免表面粘污到异物,损坏阀杆或轴。
4 引用标准规范
JB/T 6617 阀门用柔性石墨填料环技术条件
GB/T 29035 柔性石墨填料环试验方法
JB/T 7370 柔性石墨编制填料
JB/T 6626 聚四氟乙烯编织盘根
API 622 生产过程阀门填料挥发性泄漏的型式试验
JB/T 7760 阀门填料密封试验规范
ISO 15848 工业阀门微泄漏之测量、试验和鉴定程序
API 624 带 FE 石墨填料升降杆阀门的型式测试
API 641 1/4 旋转阀的微泄漏试验
JB/T 7758.2 柔性石墨板 技术条件
JB/T 9141.7 柔性石墨板 热失重测试方法
JB/T 6622 柔性石墨板 氯含量测定方法
JB/T 6620 柔性石墨编制填料
JB/T 6370 柔性石墨填料物理机械性能 测试方法
GB/T 23262 非金属密封填料试验方法
API 600 Steel Gate Valves—Flanged and Butt-welding Ends, Bolted Bonnets(法兰端和对焊端,螺栓连接阀盖的钢制闸阀)
API 602 Steel Gate, Globe, and Check Valves for Sizes NPS 4 (DN 100) and Smaller for the Petroleum and Natural Gas Industries(石油及天然气工业用DN100及以下钢制闸阀、截止阀、止回阀)
(注:所有标准均使用最新版)

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



