嘉兴技师学院,浙江 嘉兴 314000
【摘要】:3D打印机在使用过程中,打印头组件出现的问题较多,本文详细描述了3D打印机打印头组件出现的常见问题,包括不出丝、打印漏料、整根从侧面缝隙里漏出来和打印成品松散等情况, 并针对每个问题描述了详细的维修、解决方法。
【关键词】:3D打印机;打印头组件;喷嘴;故障;维修
一、3D打印概述
(一)3D打印技术
3D打印技术就是采用数字技术,把设计建立好的模型打印出来。适用于个性化小批量生产制造,主要用于工业产品设计、医疗、建筑、教育等领域。
(二)我校3D打印教学开展
我校数控加工专业、工业产品设计、模具等专业也开展了3D打印技术的理论及实践教学,但由于实践教学成本较高,故采购了相对简单易操作的单喷嘴3D打印机。教学3D打印机一般采用FDM熔融沉积技术,使用直径为1.75mm的 PLA,TPU,ABS, PETG 等耗材进行 3D打印。3D打印教学的流程为:
![]()
![]()
![]()
![]()
![]()
二、打印头组件结构及常见故常
但在3D打印教学中,3D打印机的故障一直困扰着师生,而绝大部分的故障都出现在打印头组件上。
(一)3D打印机打印头结构和组成
3D打印机打印头组件主要有底座、步进电机、齿轮、风扇、散热片、弹簧、连接螺杆、特氟龙管、加热棒、导热块、温度传感器、喷嘴等组成,如图1所示。其工作原理是原材料通过加热,在送丝齿轮的推送下,融化后的材料从喷嘴挤压出来,经过堆积冷却成型,如图2所示。通过长期的使用发现,打印头的组件最容易出问题,故本文针对打印头组件在使用过程中出现的一系列问题进行探讨。
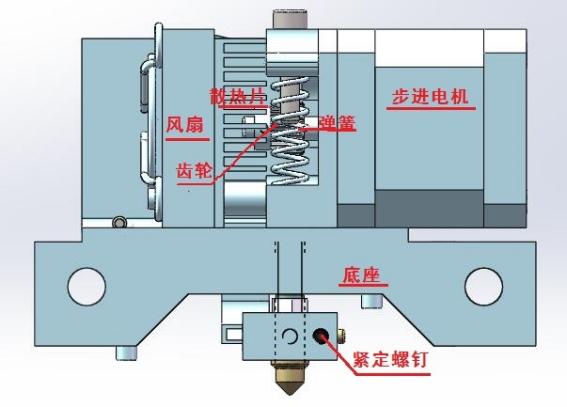
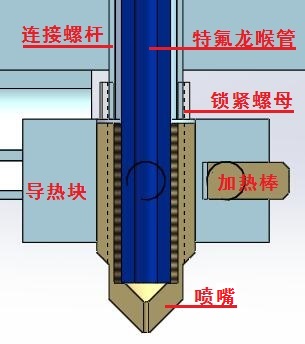
图1 打印头组件 图2 喷嘴示意图
打印头组件常见问题汇总
表1 打印头组件常见问题汇总
序 号 | 问 题 | 原 因 | 备注 |
1 | 不出丝 | 1、喷嘴与导热快松动;2、喷嘴内壁严重氧化;3、发热棒故障;4、热敏电阻故障;5、喷嘴堵塞 | |
2 | 打印漏料 | 特氟龙喉管上下面有间隙 | |
3 | 打印柔性材料,整根从侧面缝隙里漏出来 | 材料太柔软 | |
4 | 打印成品松散 | 喷嘴导热不够 | |
三、针对以上问题的解决方法
(一)针对喷嘴不出丝问题的解决方法
我校3D打印机都采用黄铜喷嘴,设定打印温度210后,喷嘴实际温度达不到要求,造成打印材料无法融化,这种故障可以按以下几种情况去寻找问题。
喷嘴与导热块松动
我校的打印机喷嘴目前有两种规格,一类是M6普通内螺纹型号,是靠导热块中的紧定螺钉顶紧喷嘴的外圆来导热的,需要检查紧定螺钉是否松动;如螺钉是拧紧的,还要检查喷嘴的外圆上以及导热块相对应的内孔中是否焦痕,污渍等阻断导热,出现这种问题可以把喷嘴拆卸下来,用0号以下的砂纸打磨光亮再装回去。另一类是普通M6外螺纹型号的,是用外螺纹直接和导热块连接的,出现问题时只要检查螺纹松动以及内外螺纹副连接处是否有焦痕污渍等阻断了热量传递。另螺纹无法修理时,只能更换。
喷嘴内壁严重氧化
喷嘴内部因长时间高温状态下使用,导致孔的内壁出现严重氧化层,从而隔断了热量的传递,造成打印材料无法融化。可以通过维修,把喷嘴拆下来放入溶剂中溶化材料残渣,最后用工具打磨喷嘴内壁,清除氧化层后就可以使用
发热棒故障
发热棒故障导致喷嘴组件整体不发热,自然材料也挤不出来。这时候只要测量发热棒的电阻就可以了,一般24V40W的发热棒,测量电阻为14.4欧姆左右。
热敏电阻故障
热敏电阻出故障会也导致不加热。热敏电阻与导热块是用紧定螺钉连接的,首先检查接触是否良好,再次就采用万用表200K电阻档测量它的阻值,常温下的电阻大概100K左右,用烧热的电烙铁靠近它(最简单的方法就是用手握住),测量的阻值会逐步缩小。
喷嘴堵塞
使用了含有杂质的打印材料,导致喷嘴挤出头堵塞。维修方法相对简单。加热后用喷嘴专用钢针通进去,然后取出更换打印材料就可以了。如果喷嘴处卡死了,钢针都进不去,那只能直接更换喷嘴了。
(二)针对打印漏料的解决方法
3D打印机在正常使用过程中一般是不会出现这种问题,但如果喷嘴组件维修后,安装调整不到位,或者在安装中有些零件变形损坏,就会出现类似这种情况。一般漏料的原因就是特氟龙喉管上下两个面有缝隙,融化的材料慢慢的在螺纹的缝隙中渗透出来,最后就在打印过程中滴漏下来。
维修方法就是要把整个组件拆卸开,并用专用清洁剂把耗材残渣清除干净,同时更换新的特氟龙喉管,要求喉管的长度大于空腔的长度1毫米左右,保证喷嘴、导热块、连接螺杆安装到位后,里面的喉管两端是处于完全顶紧状态。新喉管可以买长1米以上的,需要时可以用美工刀垂直切断,切面要光滑平整垂直。
(三)打印柔性材料,整根从侧面缝隙里漏出来的解决方法
近端挤出头型的3D打印机可以打印柔性材料,但是打印机长期使用后会出现喷嘴不出丝,整根材料从侧面缝隙里漏出来,造成打印失败。
遇到这种情况,首先要排除切片时打印参数设置问题,因为柔性材料如果设置温度低、挤出速度太快,容易弯曲,造成材料从侧面漏出来,所以挤出速度一定要慢、喷嘴温度要合适。另外就是喷嘴因长时间使用,孔内壁出现少量氧化,隔绝了部分热量的传递,材料融化温度不够高,使得喷嘴流速变慢,在挤出齿轮的推动下,材料弯曲测漏。遇到这种情况,临时性的可以提高喷嘴温度来打印,但是温度提高后加剧内壁氧化,会造成恶性循环,只能换新喷嘴。
(四)打印成品松散的解决方法
这种情况主要发生在打印PLA材料上。在排除切片时每层重叠的参数设置错误后,剩下的就是喷嘴的问题了。和打印柔性材料一样,主要是喷嘴内壁开始氧化,导致融化温度不够高,而PLA是硬性材料,在滚轮的推动下,即使滚轮稍微打滑,也能把PLA材料从喷嘴挤出来,但是由于温度不够高,材料的粘性差,就造成打印成品粘结松散,一扳就掉,需要打磨修理或更换喷嘴。
五、小结
综上所述,3D打印机在使用过程中,打印头组件出现的问题较多,而打印头组件中由于喷嘴长时间在高温下工作,所以喷嘴引起的故障会反复出现。在采购备用喷嘴时,尽量考虑用高纯度黄铜精加工而成的优质喷嘴,这种喷嘴导热系数较高,热量传导的速度快,喷嘴加热的时间短,使用寿命较长。当然更高端的喷嘴还有铜合金喷嘴、不锈钢喷嘴、硬化钢喷嘴、宝石喷嘴、碳化钨喷嘴、钛合金喷嘴、钒喷嘴等等,在普通教学中少有使用,这里不再赘述。
参考文献:
[1] 3D打印技术应用及其发展[J]. 龚煌辉. 天工. 2018(05)
[2] 金属材料先进热处理工艺及设备的若干思考[J]. 高晶. 锻压装备与制造技术. 2020(04)
[3] 电子电路的故障检修[J]. 李晗,童志伟,郑媛君. 黑龙江科技信息. 2015(11)
(作者单位:嘉兴技师学院)

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



