天津长荣科技集团股份有限公司 天津市 300400
摘要:包装印刷机械在现代生产制造领域中具有重要的作用,主要是为包装物品提供基础的印刷的功能。在包装印刷机械发展过程中,逐渐融合了自动化等多项现代信息技术,从而使其运行效率得到很大提升,同时结合对气动离合压控制系统的优化,能够有效提升系统运行效率,确保包装印刷机械能够实现高效运行目标。因此,本文将对包装印刷机械气动离合压控制系统设计方面进行深入地研究与分析,并结合一些合理的意见和措施,旨在进一步提升系统设计方案科学性。
关键词:包装印刷机械;气动离合压;控制系统;设计方案;优化措施
现代包装印刷机械正在向着高速化以及自动化方向发展,离合机械作为包装印刷机械的重要构件部分,离合机械的设计制造水平能够直接影响包装印刷机械的运行性能以及产品质量。在包装印刷机械运行过程中,需要完成复杂且频繁的离合压动作,这就要求离合机械具有较高的可靠性,才能够提升机械运行效果。现阶段,我国单张纸平版印刷机一般应用凸轮连杆式机械传动离合压机构,机械结构较为复杂,可靠性较低,为此需要做好控制系统的优化设计工作。
1离合压工艺过程分析
在包装印刷机械运行过程中,合压时需要确保印板上的图文全部转印到橡皮滚筒中,但是橡皮滚筒中的印记难以转印到没有纸张的压印滚筒表面中;在离压过程中,需要确保橡皮布滚筒中的印记全部给抱在压印滚筒表面纸张中,但是不能让印板中的图文转印到橡皮布滚筒中,所以滚筒合压与离压工作都需要字橡皮滚筒空挡和印板滚筒与压印滚筒空挡对应的时间内完成。按照橡皮滚筒和印板滚筒、压印滚筒的合压与离压时间规划,能够将离合压工艺划分为同时离合压与顺序离合压两种不同情况,顺序离合压结构较为简单,调节较为便利,且能够提升滚筒表面的利用系数,能够有效满足印刷工艺的基本要求,所以现代单张纸胶印都采用顺序离合压工艺方式[1]。橡皮滚筒会先和印版滚筒完成合压,在转换一定角度后和压印滚筒完成合压,离压运行顺序与合压工艺相反,这种依据一定规律离合压的方式就是顺序离合压。在现代平版印刷机中,为了能够提升滚筒表面的利用率,滚筒的排列角设计一般高于空挡角,所以在橡皮布滚筒和印版滚筒的咬边处于合压状态时,托梢区域的图文没有利经过橡皮布滚筒和压印滚到的压印点;如果同时进入合压工序,那么托梢区域的图文就会转印到压印滚筒中;在正常印刷工序下,想要转印到纸张的背面时,会导致印刷产品背部出现问题,如果采用同时离压工艺,最后的纸张托梢区域则没有印迹,导致半白半彩问题出现,所以需要擦用二次离合压的方式,才能够确保印刷出合格的产品[2]。下图为三滚筒顺序离合压。
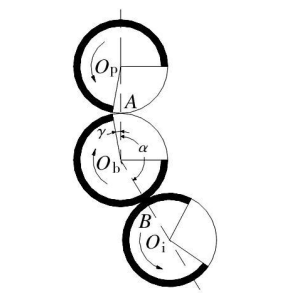
图1:三滚筒顺序离合压
建设橡皮滚筒和印版滚筒和压倒橡皮滚筒和压印滚筒所需要的时间相当于滚筒转角θ,橡皮滚筒和印版滚筒的合压提前角度为γ,如果橡皮滚筒和印版滚筒的咬口边在达到压印点A之间合压,为了确保橡皮滚筒和压印滚筒在图文的托梢经过压印点B,之后开始进行合压,那么则有θ>α+γ-β
在上述公式中,α表示滚筒排列角,β表示滚筒空挡角;θ取值稍大的情况下,能够确保橡皮滚筒和压印滚筒在图文托梢边经过压印点B之后完成合压;但是如果θ取值过大的话,也不能满足实际需求,所以为了确保橡皮滚筒在压印滚筒的咬口边在B点之前合压,则需要确保θ<α+γ,所以从橡皮滚筒和印版滚筒到橡皮滚筒和压印滚筒时间段内,滚筒的转角θ需要满足:α+γ=β<θ<α<γ。
2包装印刷机械气动离合压的控制系统设计方案
2.1控制器选择与设置设计分析
2.1.1控制器选择设计
在本次系统设计中,采用型号为CPM1A-20CDT-D可编程控制器,CPM1A系列PLC为某企业生产的小型整体式可编程控制器,具有良好的性价比,在小规模生产控制中具有良好的应用效果。该控制器的输出形式为晶体管输出,运行电压为DC24V,COM端与DC电源端的负极相连,I/O点数设计为40点,包含输入12定与输出8点[3]。
2.1.2高速计数器设计
高速计数器输入端00000A相、00001B相的响应时间较快,能够达到计数频率单相5kHz、两相2.5kHz的要求,复位输入端00002Z相的响应时间为0N:0.1ms,OFF为0.5ms;高速计数器在应用前,需要做好设定工作,采用编程器设计通道DM6642中的内容,在对PLC进行设定后,高速计数器就能够开始计数动作,IM6642设定值包括:(1)通道地址IM664 00—03位的功能为高速高速计数器模式设定、递增计数模式、增减计数模式。(2)通道地址IM664 04—07位的功能为高速计数器的复位方式设定、Z相信号+软件复位、软件复位。(3)通道地址IM664 08—15位的功能为高速计数器使用设定。
2.1.3高速计数器中断功能设计
在高速计数器设计中,中断功能包括2中设计方式,即目标值比较中断和区域比较中断,在该过程中采用了递增计数模式的目标值比较中断指令,比较表登记指令为CTBL(63)/@CTBL(63);高速计数器在对目标值进行比较厚,需要先登记比较表,之后再进行比较处理,CTBL操作取值区域包括P、C以及TB,其中P表示端口定义,取值为000;C表示控制字,取值范围设定为000—003,具体端口定义表示包括:(1)000表示登记一个目标值的比较表,同时自动启动比较功能。(2)001表示登记一个区域的比较表,同时自动启动比较功能。(3)002表示登记一个目标值的比较表,同时采用INI启动功能。(4)003表示登记一个区域的比较表,同时采用INI启动功能。
离合压程序中设定C=000的含义为登陆目标值比较表,自动启动比较功能;目标值比较薄包括16个目标值和各个目标值对应的中断子程序,TB表示比较表启动通道,通道为IR、SR以及HR等。
2.2I/O地址分配表
按照可编程控制器的输入信号与输出信号引出PLC中I/O地址分配数据,具体如下表所示。
表1:PLC中I/O地址分配数据
输入信号 | | 输出信号 | |
高速脉冲输入端 | 00000 | 1色组电磁阀1F1 | 01000 |
合压按钮HY | 00003 | 1色组电磁阀1F2 | 01001 |
离压按钮LY | 00004 | 2色组电磁阀2F1 | 01002 |
纸张交接检测JJ | 00005 | 2色组电磁阀2F2 | 01003 |
传纸检测CZ | 00006 | 3色组电磁阀3F1 | 01004 |
双纸检测SZ | 00007 | 3色组电磁阀3F2 | 01005 |
| | 4色组电磁阀4F1 | 01006 |
| | 4色组电磁阀4F2 | 01007 |
2.3PLC电路图设计
按照I/O地址分配表,设计一个能够用于编程控制器的硬件电路。00000端口为高速脉冲输入端,与高速计数器相连;00003端口与合压按钮相连接,00004端口与离压按钮相连接,00005端口与纸张交接装置连接,00006端口与传递装置连接,00007端口与光电检测装置连接。
结束语
综上所述,本文简要阐述了包装印刷机械的离合压运行基本流程,依据其工艺基础设计了包装印刷机械气动离合压控制系统,希望能够对包装印刷机械行业发展起到一定的借鉴和帮助作用,不断提升系统运行效率。
参考文献
[1]王圣斌. 自动化食品包装机械的控制系统优化设计[J]. 机械设计与制造, 2020(11):5-5.
[2]张印辉, 张云生, 何自芬. 包装印刷设备离合压机构气动系统设计[J]. 包装工程, 2020, 29(006):3-3.
[3]杨春雷, 陈虹. 基于PLC的胶印机离合压机构控制系统设计[J]. 北京印刷学院学报, 2020 21(004):4-4.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



