1沈阳飞机工业(集团)有限公司 辽宁 沈阳 110850; 2 空军装备部驻沈阳地区第一军事代表室; 3 空军装备部驻沈阳地区第一军事代表室
摘要 飞机腐蚀预防和控制是复杂的系统工程,从飞机设计阶段开始,贯穿于飞机整个制造、使用和维修阶段。腐蚀对飞机的危害不仅表现在增加使用维护成本,而且危及飞机的安全。某型飞机淋雨试验多次出现内部进水情况,造成腐蚀隐患。腐蚀预防和控制已经成为现代飞机主要关注的问题。
关键词 腐蚀类型,腐蚀防护、控制,淋雨试验
引言
飞机使用环境复杂,高湿热、高杂质空气含量、多变气候环境等特点。温湿环境会导致各种微生物快速生长。此外,大量的含杂质的水雾进入飞机身体结构中,这些腐蚀性极强的介质会在结构缝隙中流动,因浸润效应和飞机的运动到达机体各个部位,随着腐蚀介质的沉积会诱发机体结构和各系统的腐蚀而导致破坏。
飞机初始设计、制造是腐蚀控制的最关键因素,是腐蚀控制的源头。大量数据证明,结构初始设计、制造防腐技术处理不好,后期的控制费用远远高于初期投入,且很难达到预期效果。防护与控制腐蚀要从腐蚀发生的机理及途径入手。
1 腐蚀类型及机理
结构常见腐蚀类型有:环境介质腐蚀、生物腐蚀及结构间电偶腐蚀。按腐蚀机理分析,上述腐蚀可划分为化学腐蚀和电化学腐蚀。化学腐蚀与腐蚀环境相关,可对零件表面采取保护性修饰,避免受到环境的直接作用。零件表面修饰包括表面处理、电镀、有机涂层(底漆和面漆)、防腐化合物、或其他保护表面的涂层材料。电化学腐蚀与材料相容性相关,是电位不同的两种材料连接并与电解液接触时引起低电位材料发生的腐蚀,其防护措施也应从破坏电偶腐蚀发生的三个条件着手。
2 腐蚀防护、控制
2.1 化学腐蚀防护
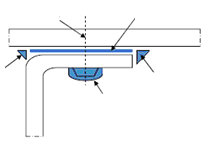
根据化学腐蚀发生的情况,防护层次可依照结构制造流程按零件、组件、部件顺序实施表面处理及界面密封的防护操作,如表1、图1示。
表1 零件表面、界面防护措施
零件材料 表面防护 界面防护 装配后紧固件端头防护 |
铝合金 C+P+TC W+I+F P 不锈钢 B+P+TC W+I+F 钛合金 打磨+P+TC W+I+F 碳纤维层板 打磨+针孔腻子+P+TC(外表面) 边缘树脂密封 |
注:C:阳极化/化学氧化;P:底漆+磁漆;S:密封;W :接合面挤压密封;I:贴合面胶垫;F:填角密封;TC:面漆;B: 镀镉/钝化。
![]()
![]()
紧固件密封保护层
边缘填角密封
界面密封
湿安装
图1 界面防护措施
通过零件表面防护、装配中表面防护和装配后表面防护及相应界面3个层次的防护操作,使表面防护措施的实施贯穿于制造的各个阶段,多层次的将使用材料与应用环境隔离,避免化学腐蚀情况发生。
2.2 电化学腐蚀防护
控制电化学腐蚀一个很重要的措施是避免不同材料的接触,因为这种接触造成的电偶合会给腐蚀提供动力。对有紧密接触的零件选择材料和最终表面处理时需要一些特殊的考虑。
表面防护技术
镀层和漆层等零件表面保护措施,可以避免电位差较大的结构材料直接接触,并可有效防止含杂质的溶液直接接触金属材料,从而达到腐蚀防护与控制目的。表面保护是防腐蚀技术的基本方法。
防腐蚀密封技术
防腐蚀密封是在结构之间接合面和/或接合面周缘,或者紧固件表面涂上合适密封胶,消除结构间,或者紧固件与结构安装孔之间缝隙,起到防止电解液积聚、预防和控制原电池效应目的。
防腐蚀密封是飞机腐蚀防护与控制的重要技术。不同区域密封目的和形式如表2 所示。密封部位分为机身密封、油箱密封、翼面密封、系统密封。
表2 不同密封分区的目的和形式
密封分区 | 密封目的 | 密封形式 |
防腐密封区 | 消除结构间隙,防止电解液积聚、预防和控制腐蚀目的 | 缝内、外密封、紧固件湿安装、衬套/ 轴承密封 |
燃油密封区 | 在各种使用条件下,能够有效防止燃油泄漏 | 缝内、外密封、填角密封、紧固件湿安装、紧固件封包 |
防腐水密区 | 防止液体积集,保持飞机空气动力表面光滑、减小飞行阻力的作用 | 缝内、外密封、填角密封、紧固件湿安装、紧固件封包 |
高温密封区 | 为高温区域工作部件提供保护 | 缝内、外密封、填角密封、紧固件湿安装、紧固件封包(钛合金紧固件端头除外) |
电气密封区 | 为电器部件提供保护 | 缝内、外密封、填角密封 |
3 飞机淋雨试验及漏水故障分析
3.1 淋雨试验要求
飞机结构装配、涂胶密封完成后要进行“淋雨”试验。在打开的所有表面口盖和其它可能进水的地方放置试纸,确保结构密封完好符合要求。模拟降雨,使雨水同时作用在整个飞机表面;试验淋雨强度为150mm/h-230mm/h;部件淋雨时间为1小时,中间可中断,中断时间不计入淋雨时间。
淋雨结束后,擦干机体蒙皮,随即打开所有试验口盖;检查试纸及所有能检查到的机体内表面。试验口盖下方试纸应无渗漏痕迹;若冷凝水滴下造下试纸湿润或试纸渗透面积小于等于口盖面积的5%,可视为口盖合格;舱区内不允许有积水,中、后部舱段允许不多于50ml积水。
对未达到试验要求的口盖进行排查和修补后再次进行局部淋雨试验,直到所有结构满足淋雨试验要求。
3.2 漏水故障分析及措施
某型飞机在淋雨试验时某舱区偶有内部进水现象。经对出水点、水路痕迹观察及飞机外观探查,推测分析认为舱区蒙皮装配贴合面及对合缝处密封处理不好。零件尺寸、外形存在制造误差,在一定水量压力下,结构装配应力导致的局部零件贴合面处出现的非均匀缝隙形成流水通道。根据不同分区密封形式及密封胶使用方法,梳理重点区域、部位需密封的措施。蒙皮边缘及口框开口处应进行缝内挤压密封,挤压操作完成后对挤出的密封胶执行填角操作。如图2示,机身结构内部红色线路处是结构潜在漏水处,应按要求涂胶密封,绿色线路是部件对接后结构预密封区域。

图2 舱区涂胶密封区域
经重新梳理舱区结构需密封区域及相应密封方式后,后续飞机相应结构淋雨试验得到满意结果。
4 结论
飞机结构故障主要是结构腐蚀,腐蚀对飞机的危害不仅表现在增加使用维护成本,而且危及飞机的安全。随着现代结构型式越来越复杂,功能性系统越来越多,防腐技术将成为飞机研制的重要议题,会直接决定飞机的使用寿命。腐蚀是一个自然现象,最好的办法是采取完善的腐蚀防护与控制技术,将腐蚀破坏的速率降到最低,确保飞机安全与经济运行。
对全机结构进行腐蚀防护与控制的全面升级和优化设计,需要采用多技术并用和系统工程方法来达到腐蚀预防与控制的目的。工程人员必须合理选材、表面防护、排水、密封、缓蚀剂选用等细节设计/ 制造手段,最大限度地预防和控制腐蚀,实现飞机抗腐蚀品质提升的目标。
参考文献
[1] 李 超,冯万喜. 腐蚀防护与控制技术在某型水陆两栖飞机研制中的应用研究. 航空制造技术·2020年第63卷第20期
[2] 李林. 大型民机复合材料整体油箱表面防护分析与设计. 民用飞机设计与研究.2019(2)
[3] 张秋雁 任锋 周航. 飞机结构的防腐蚀设计与研究. 工艺设计改造及检测检修·2019年2月上 第03期

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



