华润电力(云浮)有限公司,广东 云浮 527322
摘要: 锅炉受热面管工作环境复杂而恶劣,是电站机组设备安全的薄弱环节,在超临界(SC)、超超临界(USC)火力发电机组锅炉受热面管中大量应用了SA213-T91、SA213-T92、SA213-super304H、TP347HFG等新材料,针对这些材料的焊接坡口进行磁粉检测,由于位置狭窄、检测困难、工艺要求高,需要对磁粉检测的工艺方法进行专门探讨和研究,以确保磁粉检测在此条件下的灵敏度和可靠性。
主题词:锅炉受热面 小径管 坡口 磁粉检测 工艺研究
1 前言
在国民经济飞速发展、电力需求迫切、环保压力大的形势下,为了提高火力发电厂的热效率,降低环境污染,近年来超临界(SC)、超超临界(USC)火力发电机组已成为当前我国火力发电机组建设的主导方向,各种耐高温、高压的新材料也得以大量采用,例如SA213-T91、SA213-T92、SA213-super304H、TP347HFG等大量应用在锅炉受热面管子中,这些材料普遍的特点是合金元素含量高、裂纹敏感性大、焊接工艺要求严格。锅炉受热面管工作环境复杂而恶劣,是电站机组设备安全的薄弱环节,一旦爆管失效,轻则停炉影响生产,重则造成人身伤亡,给企业带来巨大的经济损失。随着单个机组的容量越来越大,其失效导致非停造成的经济损失也越来越大。因此,在制造、安装阶段确保锅炉受热面的质量成了所有建设方的关注重点。部分建设单位针对T91、T92、super304H、TP347HFG等材料的锅炉受热面在坡口加工完成后、施焊前对坡口部位要求进行100%磁粉检测。而这些部位,位置狭窄,检测困难,对设备及检测工艺要求高,需要对磁粉检测的工艺方法进行专门探讨和研究,以确保磁粉检测在此条件下的灵敏度和可靠性。
2 小径管的制造工艺及常见缺陷
锅炉受热面小径管基本上都采用无缝钢管,其制造是通过穿孔法和高速挤压法得。
穿孔法是用穿孔机穿孔,并同时用轧辊滚轧,最后用心棒轧管机定径压延平整成型。高速挤压法是在挤压机中直接挤压成形,这种方法加工的管材尺寸精度高。
锅炉受热面小径管中常见缺陷与加工方法直接有关,主要有裂纹、折迭、夹层等。这些缺陷从方向上来区分为两类,一类平行于管轴的周向缺陷(称纵向缺陷),另一类垂直于管轴的径向缺陷(称横向缺陷),如图1所示。
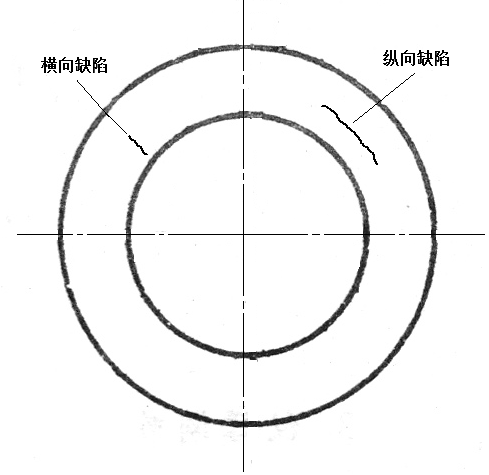
图1 锅炉受热面小径管材缺陷示意图
3 锅炉受热面小径管坡口磁粉检测的特点分析
锅炉受热面小径管坡口的磁粉检测较其他工件比较而言,其主要特点和难点体现在以下几个方面:
1)数量大,管径不等,管间隙差异大
以上海锅炉厂2×660MW超(超)临界机组为例,其受热面管道焊口有5~6万道,规格涵盖了Φ38×8(mm)、Φ32×6(mm)、Φ48×11(mm)、Φ35×8(mm)、Φ57×6(mm)、Φ57×4.5(mm)、ΦΦ48×11.5(mm)等近十多种,管间隙差异大,水冷壁管间距只有10mm~20mm,而悬吊管间距却达到上百毫米。对于管间隙小的部位,检测空间狭窄。
2)管材曲率大,检测部位狭小
锅炉受热面管道口径小,曲率大,导致磁粉检测仪器不容易布置,只能单向磁化,不能够采用高效率、灵敏度相对较高的交叉磁轭法等复合磁化方法。
3)受热面小径管坡口型式为 “V”型坡口,检测面为斜面,面积较小,磁轭难以贴合接触面,不易保证检测灵敏度。
4)为了确保小径管坡口部位的纵向和横向缺陷检出率,需要多方向磁化,这就要求磁粉检测仪器的磁极距能够在较大范围内调节。
5)由于SA213-T91、SA213-T92、SA213-super304H、TP347HFG等材料的管道在制造和坡口机械加工过程中,易出现裂纹和机械损伤等细小缺陷,要求需要较高的检测灵敏度。
4受热面小径管坡口磁粉检测的方法选择与工艺控制
4.1磁粉检测方法的选择
一般情况下,焊接坡口的磁粉检测可以选择触头法、磁轭法和交叉磁轭法。
触头法的主要优点是电极间距可以调节,可根据坡口的具体情况及灵敏度要求确定电极间距和电流大小。沿着坡口纵长方向磁化,是检测坡口表面与电流方向平行的分层和裂纹最有效的方法,操作方便,检测灵敏度高。但检测时要求在触头上应垫上铅垫或包上铜编织网,以防打火烧伤坡口表面,由于小径管坡口检测部位狭小,垫铅垫或包铜编织网不易操作,否则SA213T91、SA213T92材料打火后极易产生微裂纹。因此,触头法不可选。
交叉磁轭法检测坡口,适用于钢板焊缝或大型工件的焊缝,将交叉磁轭置于靠近坡口的工件表面上,连续行走磁化,利用靠近交叉磁轭很近处的有效磁化区检测缺陷。但锅炉受热面管道口径小,曲率大,坡口外侧无法放置交叉磁轭,因此,也不适合于小径管坡口的磁粉检测。
磁轭法属于单向磁化,其优点是设备简单、操作方便,与工件接触不会产生打火现象。但为了检出坡口各个方向的缺陷,必须在同一部位至少作两次互相垂直的磁化检测,如果根据小径管坡口的结构特点,是可以做到的。NB/T47013.4-2015《承压设备无损检测》(第4部分:磁粉检测)要求磁轭的磁极间距L应控制在75mm~200mm之间。锅炉受热面小径管的最小管径大致为40mm左右,其周长为125.6mm,适当放置磁轭可以满足标准对磁极最小间距的要求。只是由于小径管坡口检测部位狭小,如何选择磁粉检测设备以及如何确保磁轭跟检测面可靠接触,应是本工艺研究所要解决的问题。
4.2磁粉检测仪器的选择
既然选择磁轭法进行磁化检测,那磁轭就要满足小径管坡口检测的要求,具体而言,跟普通磁轭探伤仪相比至少要具备以下几个方面的性能:
1)体积小,重量轻,便于在狭小空间里使用方便;
2)磁轭端部尽可能地小,且带一定倾角的斜面,有利于磁轭与坡口检测面的可靠接触;
3)由于体积小,就必须要求磁轭磁密度大,磁化效率高,以满足磁粉检测提升力的要求。
4)磁轭带有活动关节,可以大角度转动,满足多方向上的磁化要求。
通过市场调研和试检测,最终选择了深圳一家公司生产的充电式交流磁轭探伤仪,可满足上述要求,其主要性能特点和技术指标有:
1)仪器由微型磁轭和便携式充电交流磁化电源组成,体积小,重量轻,使用方便;
2)磁轭采用超薄超高导磁芯、一体化线圈,磁密度大,磁化效率高,重量轻,发热少,可以连续工作,寿命长;
3)智能断电保护(提升力不够时自动断电),保证探伤灵敏度;
4)提升力: 45N~66N;
5)灵敏度:一般应选用A1:30/100型标准试片;当检测焊缝坡口等狭小部位,由于尺寸关系,A1型标准试片使用不便时,可选用C:15/50型标准试片代替。
6)磁极间距: 40mm~200mm;
7)磁轭体积: 48×150×180mm;磁轭由可活动的关节组成,每个关节均可180°转动;
8)磁轭有集成高亮LED照明装置,工作时自动点亮,照明光强度≥1000lx。
4.3磁粉检测主要工艺控制
4.3.1检测表面预处理
小径管坡口检测时,跟电磁轭接触的部位不仅仅局限于坡口,还有部分管子外表面和内表面。坡口一般通过机加工的方式制备,跟管子内表面类似,通常会存在毛刺、油脂、污垢、铁锈、氧化皮等,因此检测前要进行清理或打磨处理。管子外表面有油漆,需要对离坡口至少100mm范围内的外表面进行打磨处理。所有处理过的内外表面的粗糙度Ra≤25μm。
4.3.2 综合性能试验
检测开始前,应选用C:15/50型标准试片检验磁粉设备及磁粉和磁悬液的综合性能。
标准试片表面不得有锈蚀、褶折;试片使用前,应用溶剂清洗防锈油;使用时,应将试片无人工缺陷的面朝外,并保持与坡口面有良好的接触。
C:15/50型标准试片上的槽型人工缺陷磁痕能够清晰显示,方能说明综合性能试验的检测系统灵敏度符合要求。
4.3.3横向缺陷的检测
为了有效检测焊接坡口处的横向缺陷,磁轭所形成的磁力线须沿管子圆周方向,因此要将两磁轭分别置于坡口斜面上、下两处。
考虑到NB/T47013.4-2015《承压设备无损检测》(第4部分:磁粉检测)要求:“磁轭的磁极间距L应控制在75mm~200mm之间”,对不同的管径,磁轭放置位置不同。
对于管径Φ≥48mm的小径管,对称放置,磁化两次,如图2所示。
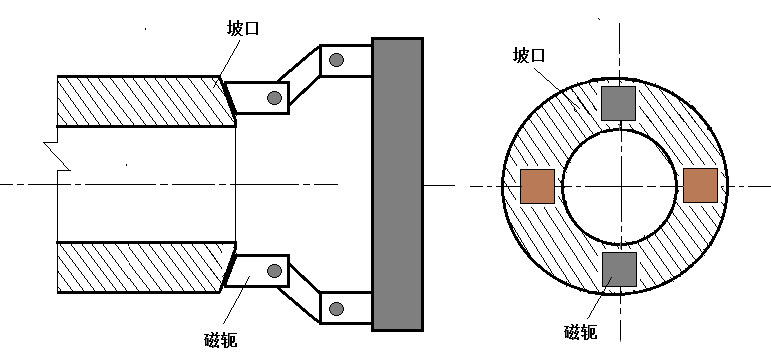
图2 检测横向缺陷时磁轭对称放置示意图
对于管径Φ<48mm的小径管,偏一侧交叉放置,磁化两次,保证100%覆盖,如图3所示。
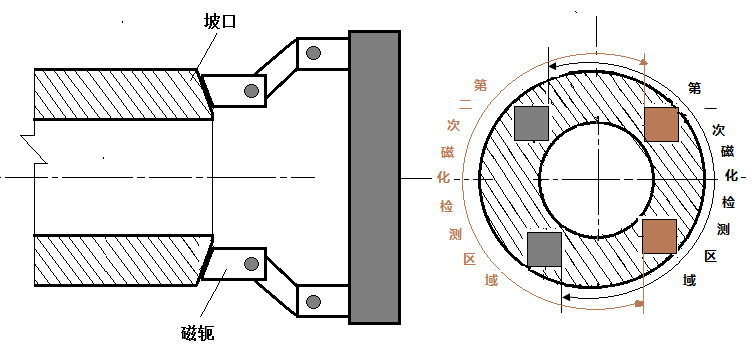
图3 检测横向缺陷时磁轭偏一侧交叉放置示意图
4.3.4纵向缺陷的检测
检测焊接坡口处的纵向缺陷,磁轭所形成的磁力线须沿管子径向方向,将一磁轭跟管子外表面接触贴合,另一磁轭置于管子内壁,如图4所示。磁化时沿顺时针方向转动磁轭,每次转动角度视管径大小而定,以保证每次磁化区域不少于10%的重叠。
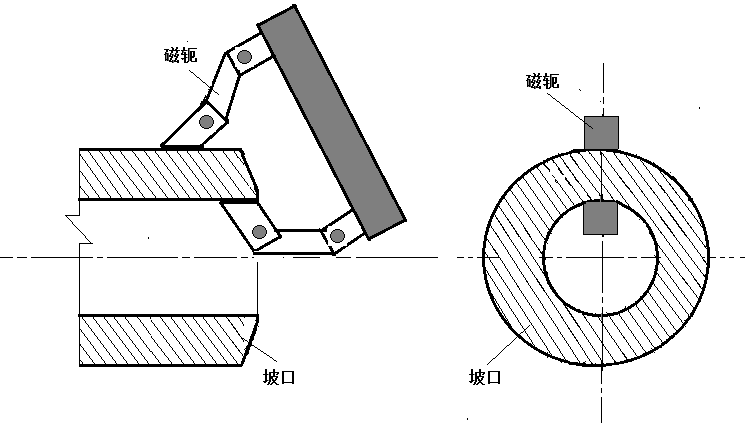
图4 检测纵向缺陷时磁轭放置示意图
4.3.4检测方法与操作
本工艺采用连续法湿法检测,每次磁化,通电1~3S,停施磁悬液至少1S后才可停止磁化,在可见光照度应不低于1000lx前提下观察磁痕显示并记录。
5 结语
本文分析小径管的制造工艺、常见缺陷以及锅炉受热面小径管坡口磁粉检测的特点的基础上,有针对性地合理选择磁粉检测工艺方法、选择适宜的检测设备和电磁轭型式,并提出了有效检测坡口横向缺陷和纵向缺陷的工艺措施。该工艺方法在某电厂2×1000MW二次再热超超临界机组安装工程中得到了具体应用,取得了较好的效果。
【参考文献】
中国特种设备检验协会,《磁粉检测》第2版,中国劳动社会保障出版社
2)刘天佐、赵彦芬、张路等,锅炉受热面管的失效机理及预防措施研究,超(超)临界锅炉用钢及焊接技术协作网第四次论坛大会,2011年11月
第 6 页 共 6 页

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



