中车株洲电力机车有限公司 湖南 421001
摘要:本文以GM1380型数控龙门铣加装直角附件铣头为案例分析其技术方案的可行性及具体实施应用方案,供同行参考交流。
【关键词】 数控龙门铣 附件头 调试
1、数控龙门铣简介
数控龙门铣主要由门式框架、床身、工作台、电气控制系统及其他辅助附件组成。因其采用龙门框架式结构,有效加工范围可以做得非常大,在大型、重型部件加工领域有着独特的优势。
2、数控龙门铣加装附件头可行性分析
附件铣头作为龙门铣的一个选配辅助部件,主要用于拓展龙门铣加工范围。对现有的龙门铣加装直角装附件头即可极大提升设备的加工能力,因此龙门铣加装直角附件头铣头非常有必要。下面以GM1380型数控龙门铣床加装直角附件铣头为案例,对其进行分析、应用。
GM1380型数控龙门铣采用龙门框架固定,工作台移动的结构形式,选用FANUC 0iMD数控系统。因设备未配置直角附件铣头,加工区域的局限性比较大。现探讨分析在滑枕上加装直角附件铣头的预期目标及设计方案。
2.1、预期目标
GM1380型数控龙门铣滑枕加装一个直角附件铣头,该铣头可转向实现前后左右4个面的加工。若不需要使用附件铣头时可以方便的拆卸、安装。附件铣头在反复拆卸、安装后,也能具有良好的精度保持性。
2.2、设计方案
由于设备滑枕现有的结构及外形尺寸已经固定,所以加装的附件头只能以现有的接口尺寸进行设计。考虑到滑枕的结构特点,计划采用过渡法兰板和螺栓手动连接附件头与滑枕。
1)根据机床滑枕端面的机械尺寸重新设计制作一个过渡法兰板,法兰板上平面与滑枕通过12个M16高强度内六角螺栓连接,通过定位销实现可靠的精确定位。法兰板下平面用于连接直角附件头,根据连接需要设计定位结构、连接结构等。
2)参考机床主轴数据设计制作一个直角附件头,附件头通过4个M24高强度外六角螺栓连接在过渡法兰板上,附件头与法兰板在4*90°方向采用凹凸键的方式定位。如下图1所示:
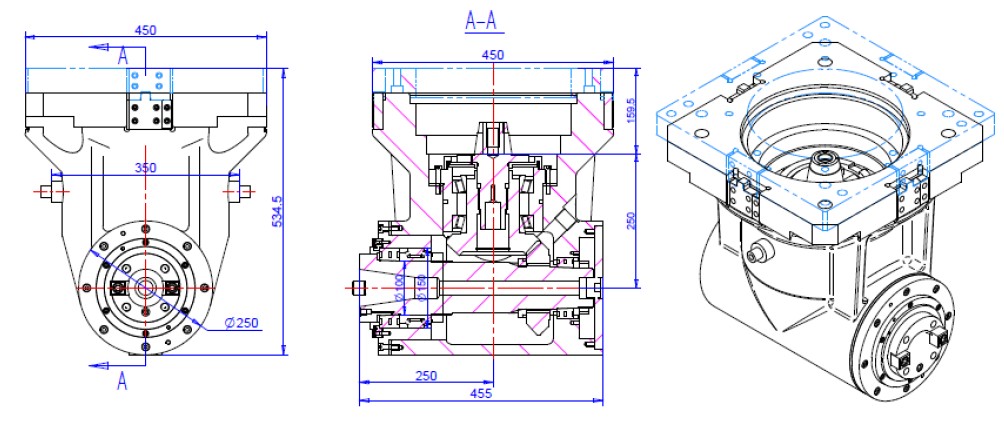
图1:法兰板、附件头设计简图
3)考虑到直角附件头需要在4*90°方向都可以装卸,故需要设计一个可手动操作旋转的小车,将附件头放置在小车上,可根据使用需要将附件头旋转到指定角度定位后实施装卸工作。
4)编制附件头装卸宏程序,数控系统运行程序控制滑枕到达指定位置实施附件头装卸工作。减少人为因素对装卸定位过程的影响。
5)编制PMC子程序,实时监控附件头当前的输出功率,有效规避撞车或加工量过大所带来的冲击。
3、直角附件头装配、调试
3.1附件头与滑枕的连接装配
附件头端面根据滑枕尺寸配套制作,两者之间通过法兰板连接,此方案可以最大程度上利用滑枕上已有的连接螺栓孔,附件头与法兰板的连接灵活方便,精度控制操作起来较简单,如下图2所示:
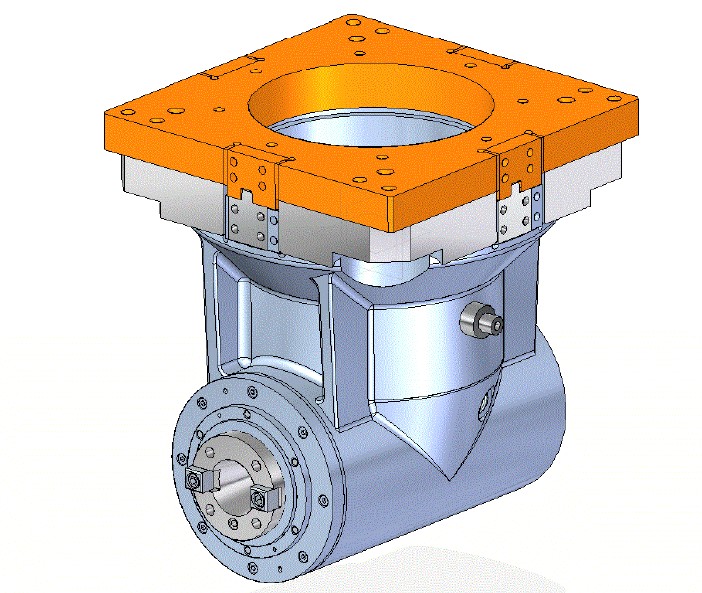

图2:附件头与滑枕连接结构
3.2 定位键配装
直角附件头在4×90°转向精度是一项非常重要的指标,直接关系到对镗孔的同轴度,因此要求 4×90°转向误差≤0.05/300mm(沿检棒方向上平面、侧平面检测)。键槽定位块的精度直接决定了转向精度,因此需要平面磨床反复配磨。
3.3 附件头宏程序编制、调试
附件头宏程序主要用于附件头装卸,手动模式下操作滑枕移动到附件头装卸位置,记录此处的Y/Z轴坐标。编制附件头装卸宏程序如下所示:
O9005;
G04 X1.0; G91 G00 Z-380.0;
M05; G91 G01 Z-74.0 F2000;
G04 X1.0; G91 G01 Z-19.0 F800;
G40 G49; M00;
G53 G30 P4 Z0; G91 G01 Z100.0 F1000;
G53 G30 P4 Y0; M83;
G04 X1.0; G53 G30 P4 Z0;
M19; G53 G30 G00 Y150.0
M82; M99;
启动FANUC LADDER Ⅲ软件修改数控系统PMC逻辑程序,指定M106为装卸附件头宏代码,操作者只需执行M106一个指令即可调用宏程序实现自动化装卸及数据补偿功能,简化装卸操作流程提升工作效率。
4、总结与提升
4.1设备加工能力提升
GM1380型数控龙门铣配置直角附件头后,可实现5面加工,4*90°方向采用凹凸键定位,反复装卸后的精度重复性非常可靠,在重载强力切削过程中精度保持性非常好。
4.2 附件头实现准自动化操作
指定M106为装卸附件头宏程序,通过M106指令即可调用已调试好的宏程序实现自动化装卸、转向及数据补偿功能,达到准自动化水平。
4.3 提升自主设计调试能力
通过学习消化吸收,自主设计附件头,并指导配件生产制造,自主完成附件头与滑枕配装、精度调试、宏程序编制等工作。为后续配件设计制造、系统联合调试积累宝贵的经验。
作者简介:龙斌,1986.9.23,男,本科,工程师,中车株洲电力机车有限公司,主要研究 电气工程及其自动化

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



