中石化石油机械股份有限公司沙市钢管分公司 湖北 荆州 434001
摘 要: 本文结合沙市钢管HFW生产线飞锯设备的使用情况,着重对飞锯在生产过程的故障问题进行总结分析,提出相应的解决处理方法,能够有效地降低设备故障率,减少故障停机时间。同时对飞锯设备的锯切工艺参数进行了研究分析,得出一些重要工艺参数的计算方法,能够根据工况需要,计算对应的参数,合理地设置锯切参数,提高飞锯锯片的使用寿命,降低生产成本。
关键词: 飞锯;工艺参数;计算方法;使用寿命
Talking about the Troubleshooting and Improvement Methods of
Flying cutoff
Li Fenghui
Abstract: Combined with the using of flying cutoff in Shashi Steel Pipe Works HFW production line, this paper focuses on summarizing and analyzing the failure problems of flying cutoff in the production process, and proposes corresponding solutions, which can effectively reduce the equipment failure rate and downtime. At the same time, the sawing process parameters of the flying cutoff are studied and analyzed, and the calculation methods of some important process parameters are obtained, which can calculate the corresponding parameters according to the needs of the working conditions, set the sawing parameters reasonably, and improve the service life of the flying cutoff blade and reduce production costs.
Key words: Flying cutoff;Process parameters;Calculation method;Service life
0 前言
沙市钢管分公司HFW生产线所使用的飞锯系统是一套非常复杂的数控设备,在使用过程中存在一些问题,例如,在锯切钢管时会产生大量的铁屑,这些铁屑很细小,可能会飞溅到设备内部的各个移动部位,飞锯内部空间狭小,铁屑很难清理,易造成铁屑堆积结块,造成直线导轨、滚珠丝杠等移动部件卡阻而造成故障停机。另外,皮带经常磨损和电机底脚容易碎裂等问题同样会造成飞锯设备不能够正常运行,进而导致生产线停机,因此,解决这些问题以提高飞锯的可靠性,降低设备故障上个月重要意义。
1 飞锯工作原理简介
飞锯设备机械系统包括锯切小车、小车驱动系统、笼式旋转机构、锯片旋转机构、锯片给进机构等,其工作原理:飞锯可用四个锯片(当钢管管径≥Φ273mm)或两个锯片(当钢管管径<Φ273mm)来切割钢管,现在我们用四个锯片切割钢管(如图1所示)来举例说明。具体步骤如下:
(1)飞锯前的测量轮测量出钢管长度达到设定长度时,飞锯开始锯切钢管,锯切小车立即加速到与生产线等速,随后夹具夹紧钢管与生产线同步运行;
(2)“X”“Y”“U”和“V”进给电机快速推进到距离钢管外径规定距离处(“X”“Y”“U”和“V”分别代表锯片编号);
(3)“X”“Y”“U”和“V”精确而缓慢的切入钢管内壁,进给结束;
(4)笼式旋转电机开始顺时针旋转;当锯切小车主轴旋转到软件根据壁厚所规定的位置时,顺时针旋转结束。顺时针的旋转速度是由材料移除率MRR决定。
(5)当笼式旋转电机顺时针旋转到目标位置时,“X”“Y”“U”和“V”进给电机迅速退回到起始位置;
(6)当“X”“Y”“U”和“V”退回到起始位置后,夹具松开,锯切小车返回到零位,同时笼式旋转电机逆时针旋转回零位。在锯切小车及其主轴回到零位之后,飞锯就已经准备好进行下一次切割。
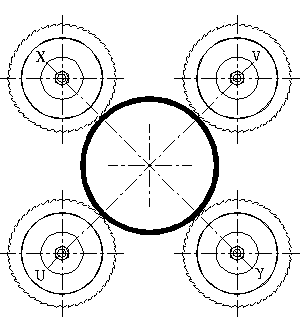
图1 飞锯切管示意图
2 锯片旋转电机传动皮带跑偏磨损处理方法
2.1 问题描述
飞锯随着锯切钢管的时间加长,皮带传动机构(如图2所示)会发生跑偏磨损现象,皮带跑偏后,会导致锯片打刀,造成故障停机。
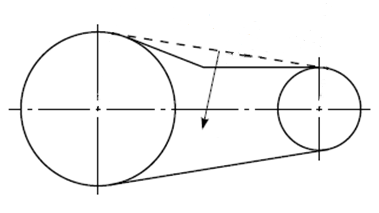
图2 皮带传动示意图
2.2具体实施方案
第一步:根据机械手册与实际情况来调整皮带的松紧度,皮带调整的过紧或者过松都会影响正常锯切,通过每次调整皮带松紧度并结合现场使用情况,调整皮带时可以将皮带压下5-7mm时为最佳。
第二步:旋转锯片,观察皮带跑偏情况,然后根据跑偏情况调节电机底座上面的螺母,再次启动电机旋转观察皮带是否跑偏,直至皮带不再跑偏为止。
3 铁屑堆积,排屑不畅造成锯片行走机构卡阻故障处理方法
3.1问题描述
在锯切钢管时会产生大量的铁屑,这些铁屑很细小,可能会飞溅到设备内部的各个移动部位,飞锯内部空间狭小,铁屑很难清理,易造成铁屑堆积结块,造成直线导轨、滚珠丝杠等移动部件卡阻而造成故障停机。
3.2 具体实施方案
(1)铁屑易进入直线导轨的滑块内部使其卡阻。可以在滑块两端增加了毛毡扫除铁屑并采购盲孔安装的滑轨,不是设备本身带的通孔安装,导轨上表面不会有凹槽。
(2)制定合理的润滑周期。润滑时不仅可以润滑滑块内部,保障滑块使用寿命,还可以将进入滑块的铁屑挤出。设备本身自带的润滑为管路润滑,因为管路极细,因此很容易堵塞,可以在每个滑块上面安装一个黄油嘴,润滑时每个滑块单独润滑,不会发生堵塞问题。
(3)滚珠丝杠的防护罩为螺旋式铁片,其很容易被铁屑卡住致使铁屑进入滚珠丝杠内部,可以设计一个油布式防护罩,(如图3所示)两端由卡箍固定住,此防护罩有效地阻
止铁屑进入滚珠丝杠内部。
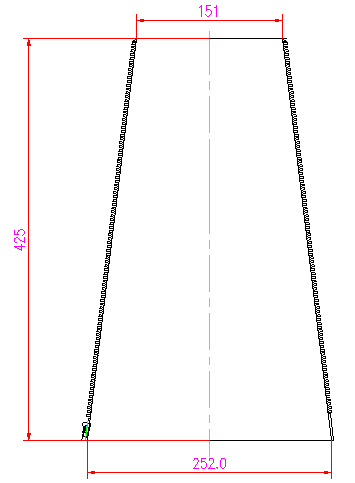
图3 防护罩示意图
4 电机底座碎裂故障优化改进
4.1问题描述
飞锯旋转电机(如图4所示)底座固定螺栓部位经常因震动导致其碎裂进而导致锯片停转打刀,电机底座碎裂故障较为频繁,大大增加了设备故障率,频繁更换电机,大大增加了设备维修成本。
4.2具体实施方案
(1)飞锯的锯片旋转电机为铝合金电机,因为强度不够底脚经常碎裂导致锯片打刀然后停机。电机底座碎裂的部分是底座与电机的连接处,其螺栓孔经常损坏。

图4 锯片旋转电机示意图
(2)以节约成本、简单实用为目标,决定采用重新设计电机底座(如图5所示)的方案。利用电机自带的7个螺栓孔,独立设计一个专用的钢制底座,此底座由七个螺栓固定,强度得到显著提高,大大增强了电机的使用寿命。
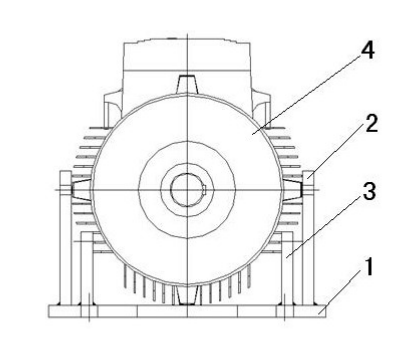
图5 电机底座示意
上图中,底板1的两侧分别伸出一个支撑板2和一个支撑板3,底板1上的7个孔与锯片旋转电机4上的7个孔相匹配,底板1和支撑板2、支撑板3由钢板制成。底板1两侧分别伸出的一个支撑板2和一个支撑板与锯片旋转电机4的两侧连接,底板1的7个孔5与锯片旋转电机4上的7个孔连接。
5 钢管锯切工艺参数优化方法
5.1飞锯回程速度优化
为了提高锯片及伸缩机架的使用寿命,通过反复试验总结出了回程速度的最佳数值。调整飞锯锯切后回程速度,之前程序上设定是锯切完钢管的回程速度为1000mm/s,此回程速度太慢,且由于飞锯锯切一根钢管的时间是固定的,导致锯切钢管时间变短,我们必须将材料移除率设置加大,因此降低了锯片的寿命。但是回程速度不能够无限加大,因为回程速度过快会使飞锯的伸缩机架之间互相撞击,导致伸缩机架断裂。因此我们进行试验,得到的最佳回程速度为1100-1500mm/s,设置合适的回程速度,则会延长锯切时间,在增加锯片的使用寿命的同时。
5.2锯切工艺参数优化方案
材料移除率定义:材料移除率即飞锯每分钟锯切钢管的体积,当生产车速不同钢管型号不同时,我们需设置的材料移除率的数值就会不同,一般来讲,材料移除率设置的越小,锯切速度越慢,则锯片的使用寿命则越长。
锯材料移除率的经验公式:根据所统计的飞锯锯切时间,我们得出了一个计算材料移除率的公式:
已知:材料移除率为MRR(单位为mm³/min),钢管半径为r(单位为mm),壁厚为d(单位为mm),锯片厚度为h(单位为mm,h为固定值3.4mm),我们可以算出锯片锯切一根钢管所锯切下的铁屑体积:V=2πr*d*h,则可以算出锯切一根钢管所需时间t:MRR/60=V/t;t=V*60/MRR。由于锯切一根钢管不止包含有锯切时间,还包含有飞锯小车跟踪时间,夹具夹紧及松开时间,飞锯小车退回零位时间,因此根据现场观察我们得出,若使用四个锯片则时间t+6.5为所需所有锯切时间,若使用两个锯片则时间t+16.5为所需所有锯切时间。 假设锯切完毕一根钢管飞锯小车回到零点位置时下一根钢管已经走到11m,则我们可以计算出生产线的速度s(使用四个锯片):s/60=11/(t+6.5);s=660/(t+6.5) 。因此,若已知生产线速度、钢管型号,则我们可以推出MRR的最小值。
6 结 语
HFW焊管飞锯设备是钢管长度的关键设备,保障钢管锯切长度精确,设备稳定可靠,是飞锯设备的关键指标。首先,对生产过程的频发故障进行分析研究,对其进行优化改进,提出有效的处理应对措施,能够大幅度地降低设备故障率,减少故障停机时间。其次,分析总结出了钢管锯切参数计算经验公式,可以根据日常生产需要计算相应的锯切参数,用于指导实际生产。优化后的参数不但能够保证钢管的锯切长度,还能有效地提高锯片的使用寿命,降低钢管制造成本。
7 参考文献
[1] 郭继富. ERW钢管的数控方形锯切技术概述[B].焊管,2006(29)2:1-4
[2] 成大先. 机械设计手册.北京.机械工业出版社,2006
作者简介
李凤辉(1986-),女,工程师,主要从事高频焊管飞锯设备的保养与维护工作。
6

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



