山东中烟工业有限责任公司青州卷烟厂 山东省 青州市 262500
摘要:印刷品在生产过程中不可避免地会出现不合格品,这些不合格品通常是在印后工序,靠人工眼观视觉检查发现的,这就存在主观性强、易疲劳、效率低、标准化差等缺陷和不足。机器光学检测与人体视觉检测相比,具有客观性、抗疲劳、高效率、标准化、产品鉴别误差波动小等优点。
关键词:印刷品;机器视觉;缺陷;检测
引言
企业长期稳定发展,必须拥有一个合理、完善的质量管理体系。印刷品质量检验是管理体系的重要环节,在印后检验过程中,传统的人工视觉检测方法存在诸多缺陷和不足,例如:主观性强、易疲劳、效率低、标准化差等,因此,高速成像设备引入机器视觉技术,对于印刷误差检测尤为重要。基于机器视觉的印刷品缺陷检测技术是把计算机图像处理技术与印刷工程相结合的研发课题。
1印刷品缺陷概述
彩色印刷品在生产过程中,由于受到原辅材料质量、工艺温湿度环境以及印刷、烫金等设备加工精度的影响,会出现各种各样的质量缺陷,主要包括漏印、刀丝、墨点、串墨、爆墨、色差、套印精度、烫金残缺、烫金精度等常见的印刷烫金缺陷。各种缺陷形状各异,面积不一,位置不定,因此很难对缺陷统一归类,只能大致可分为形状缺陷和颜色缺陷两种。
2典型机器视觉缺陷检测系统组成
视觉缺陷检测系统通常由图像比对、采集等设备的硬件和软件系统组成,主要用于图像标准制定、采集、分析比对、处理等功能实现。工业相机是故障检测系统的一部分,并允许通过图像传感器将镜像生成的光学图像转换为相应的模拟或数字。工业相机的图像质量决定了后续图像的精度和处理结果。因此,选择工业相机对于故障检测系统至关重要。检测目标的选择是故障检测系统的重要组成部分,其优缺点可决定图像质量,甚至影响最终结果。在选择检测目标时,应考虑工作实例、景深和焦距。照明是接收高对比度图像的先决条件,好的照明对于系统识别至关重要,并且直接影响图像输入的质量。选择光源时,必须考虑光源平滑度、光谱特性、对比度、曝光角度和光源模式等因素。
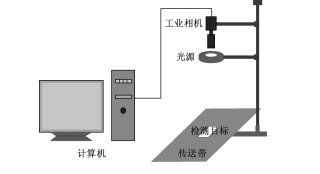
典型机器视觉检测系统的组成
3印刷品缺陷检测原理与流程
通过图像采集单元(如:CCD摄像镜头)对一定数量的合格产品进行图像采集,去除随机因素影响,获得印刷版面的标准图像作为模板,然后在生产线上采集待检图像,将采集到的每一帧待检图像传输给计算机,与标准图像进行对比分析,根据比较结果确定生产线上的产品是否符合质量要求,是否存在缺陷并判断缺陷的位置。
印刷品缺陷检测分两步:首先是准备,即通过对合格产品的图像采集,获得标准印刷品图像,也称模板。其次将待检印刷品的图像与标准模板进行比较,从而根据比较结果确定缺陷存在与否及缺陷位置,并记录该缺陷信息。由于待检图像为印刷图像,边缘清晰度不能满足系统需要,需要对图像边缘进行黑白平衡去处理,以确保正确获得图像的边缘位置,便于对图像进行定位,目的是要使待测与标准图像的相同部分处在不同坐标系的相同坐标位置,达到一种空间映射。
印刷品缺陷检测系统工艺流程:图像采集→黑白平衡去处理→图像旋转→图像平移→图像定位→特征提取→缺陷信息→检品机
4基于数字图像处理的印刷品缺陷检测方法
基于数字图像处理技术的印刷质量检测技术是通过将在线拍摄的印刷图像和预先存入计算机内的模板图像进行分析比较,如果发现不同并超过设定的公差,则输出一定的报警信号,由操作人员采取相应的措施。基于图像处理的印刷品缺陷检测技术充分利用和整合了光学、数字图像处理、电子信息、自动控制、机械工程等各项技术优势。提高了印刷品缺陷检测的效率与精度,满足了现代印刷高速、精细的要求,是印刷品缺陷检测未来的发展方向。
4.1图像采集及预处理
图像采集是为了获取准确数据图像。现代化的印刷品缺陷检测系统通常采用CCD进行图像的数字化采集,影响检测质量和效率的重要因素有:扫描分辨率、图像的空间坐标校正、彩色图像的色调、CCD速度、光照和机器震动等。
图像预处理包括黑白平衡去处理、图像旋转、图像平移。预处理目的是对采集的印品数字图像以标准图像为基准进行位置标定,以保证后面的工作顺利进行。黑白平衡去处理确保了正确获得图像的左上角和右上角坐标值,进而获得准确的旋转原点和角度。图像旋转和图像平移是因为图像采集时会存在一定的偏转角度和位置偏差,致使待检测图像存在位置偏差。待检测图像和标准图像在空间上不能完全应对,所以要对待检测图像进行图像旋转和平移。图像定位是将所有待检测图像的主要内容放在统一位置,以便参数分析时图像具有可比性。
4.2特征提取
检索特征方法有两种。第一种方法显示图像的完整信息,检测时间较长。因此,许多人提出了一种基于核心组件分析的实时在线检测算法,该算法进一步细化了核心组件分析,从而提高了时间和精度。第二种方法的一个有用功能是突出显示搜索。人们研究了基于几何和结构特征的印刷文本质量保证算法、神经点图像基于网络的点面积检测算法,印刷图像基于文本的质量保证算法。
特征提取是在定位工作完成之后进行,提取出标准和待检测图像的主要特征信息。因为图像特征代表了图像内容的大部分信息,所以可以通过对两幅图像特征信息的比较,找出待检测图像的缺陷所在,然后把缺陷信息反馈给生产设备,从而达到检测、修正目的。特征信息又分颜色信息和形状信息,实现时要根据具体情况,抽取最主要信息。
4.3分类器识别
分类器是检测印刷错误和分类的重要基础。压缩误差检测分类器主要是靠神经网络、变相模式识别和矢量设备支持。神经网络提供良好的学习分类和广泛的并行计算能力,通常用于识别印刷问题。J. Rory和z .阿克塞尔大学(英国)张氏开发了彩色印刷错误检测算法,该算法校正光,提取图像的三维直方图特征,并使用神经网络对特征进行分类,以确定某些印刷错误是否靠近背景(灰色背景),对比度低,模糊边缘。提供了检测与神经网络和隐蔽理论相关的颜色错误的方法,并取得了更好结果。支持向量分类是一种基于降低结构风险的原理,提出了一种基于矢量的印刷误差检测方法,精度超过94%。
4.4印刷图像缺陷检测算法
印刷品缺陷检测的基本思想就是,将采集的实时图与标准的模板图像进行比对,使用算法查找二者之间的差异,找出缺陷信息。如果差值小于我们的公差阈值,则表示印刷品没有缺陷。如果差值超过了我们的公差阈值,则印刷品有缺陷。目前,比较经典的三大类印刷品缺陷检测算法是:图像差分法、分区域比较法和分层检测算法。
结束语
随着高新技术对印刷行业的高速渗透,彩色印刷呈现着数字化 、自动化、系统化、多样化发展趋势。基于机器视觉的印刷品缺陷检测技术适应这种发展趋势,大大减少了印刷品质量控制的人为干预,大幅度提高生产效率,降低了对操作人员技能的要求。为真正实现印刷机械自动化、智能化提供了一项可行的实施方案,具有广阔的应用前景。
参考文献
[1]王爱艾.基于机器视觉技术检测印刷品质量的应用[J].今日印刷,2019(10):74-76.
[2]吕明珠.基于机器视觉的印刷品表面缺陷检测研究[D].西安理工大学,2019.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



