中国人民解放军第五七一三工厂 航空产品制造事业部,湖北 襄阳 441000
摘要:基于柔性分解理念,开展了深孔内卡爪张开、对正、卡紧的控制、分解力的方向和螺母保险套运动方向重合的控制、分解力的放大等研究,设计了一种螺旋传动分解装置,实现了对发动机螺母保险套的柔性分解。
关键词:螺母保险套;柔性;分解;螺旋
引言
分解发动机压气机时,需要先将螺母保险套从600多毫米深的孔里分解出来,现有的分解方法是使用1米多长的简易钳子,先夹住螺母保险套,然后用锤子敲击柄部,拔出螺母保险套。分解过程,钳子不易和轴线保持平行,敲击冲击容易对螺母保险套和压气机轴颈造成损伤,钳子也容易滑脱碰撞火焰筒,此外,还经常遇到分解不下来的情况。项目组参考文献[1-5],基于柔性分解理念,开展了深孔内卡爪张开、对正、卡紧的控制、分解力的方向和螺母保险套运动方向重合的控制、分解力的放大等研究,设计了一种螺旋传动分解装置,实现了发动机螺母保险套的柔性分解。
1 螺母保险套分解工装的设计
1.1 总体方案
分析产品图样和修理工艺,研究现有分解方法是采用加长钳子,先夹住螺母保险套,然后用锤子敲击柄部,拔出螺母保险套。分解过程中,敲击钳子的同时,还要保持钳子前端夹紧螺母保险套,钳子容易处于倾斜状态,增大了螺母保险套和后轴颈之间的摩擦力,敲击的冲击容易对螺母保险套造成损伤,钳子也容易滑脱碰撞燃烧室造成机件损伤。研究方向确定为利用螺旋传动原理,设计一个螺杆,螺杆前端带3个可以控制开合的卡爪,使用时卡爪和螺母保险套相连,螺杆通过支撑圈保持和螺母保险套中心同心,螺杆后端安装一个螺套,螺套顶在支撑圈上,通过旋转螺套产生均匀的大分解力。
1.2 工装研制流程
1)制定技术方案。通过分析产品图样和修理工艺,研究分解过程,确定了研究方向,从技术指标和考核方法、技术路线、研究方案、关键技术及解决途径等10个方面开展技术方案编订工作,并组织评审。
2)技术难点攻关。项目组基于螺旋传动原理,开展了深孔内卡爪张开、对正、卡紧的控制、分解力的方向和螺母保险套运动方向重合的控制、分解力的放大等研究,设计并制造分解螺母保险套工装。
3)开展螺旋传动分解方法、分解装置验证工作,如满足主要技术指标,工装图样固化存档,工装落实于修理工艺,并完成2台螺母保险套分解任务。
4)上述三个阶段为相互迭代改进设计的过程,通过上述工作后,组织进行技术鉴定。
1.3 关键技术及解决情况
卡爪尾端和拉杆通过铰链连接,卡爪中部设置倾斜的槽,用加长杆前端的控制块推拉卡爪槽中的销轴,控住卡爪的张开、合拢;合理设计卡爪的结构尺寸,保证卡爪张开后的外圆尺寸和燃烧室机匣内孔一致,放入时定位拉杆在中心位置;加长杆前端的控制块顶到花键轴端面时,卡爪处于夹紧位置。卡爪头部设置导向斜面,便于安装对正。
2)卡爪相关尺寸的确定
查阅螺母保险套图纸及相关零件图纸,按图纸尺寸构建三维模型装配,可以直观的展现零件的位置及空间关系。根据螺母保险套外圆尺寸φ85mm和台阶外圆尺寸φ90mm,确定卡爪和螺母保险套接触的圆弧尺寸为R42.5mm,圆弧面和拉杆的距离为3.5mm,保证拉杆不和螺母保险套台阶干涉。卡爪安装盘的孔距离安装盘中心46mm,保证卡紧时,卡爪圆弧面和螺母保险套外圆面贴合。通过三维模拟,确认设计尺寸合理。
3)卡爪张合控制
卡爪需要先张开越过螺母保险套的φ90mm外圆台阶,然后才能卡在螺母保险套的φ85mm外圆上。通过在卡爪拉杆部分设计15°腰形槽,通过控制盘上的销轴在腰形槽内前后移动,可以控制卡爪的张合。腰形槽长度12mm,前端距离旋转中心25mm,可以保证卡爪前端张合范围在φ75mm~φ106mm,满足使用要求。
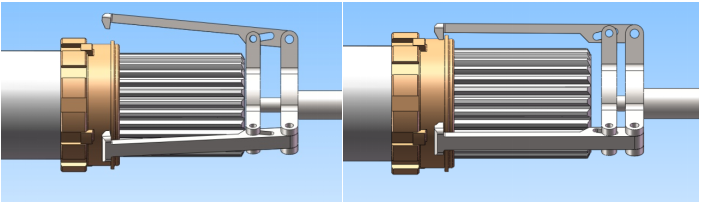
图1 卡爪模拟校核
4)卡爪对正、卡紧的控制
螺母保险套处于燃烧室机匣600多毫米深的孔内,无法直接操作控制卡爪,通过设计长控制杆和长拉杆,控制杆后端加工螺纹,旋转螺纹上的控制螺母,推动控制杆前后运动并锁紧在需要的位置,从控制卡爪卡紧。卡爪前端设置导向斜面,便于对正。
设计支撑圈和燃烧室机匣内孔配合,保证支撑圈的内孔和螺母保险套同心,拉杆和支撑圈内孔配合,卡爪前端圆弧尺寸和螺母保险套外圆尺寸一致,在卡爪和支撑圈的作用下,保证拉杆和螺母保险套同心,从而保证分解时拉力方向和螺母保险套运动方向重合。
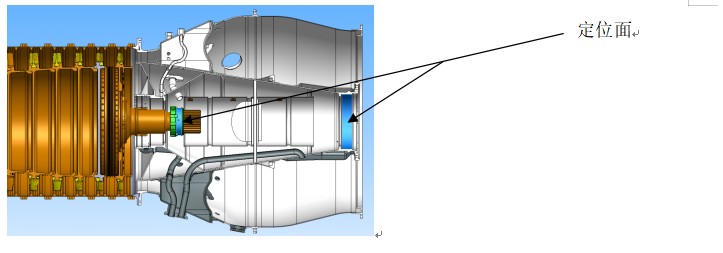
图2 定位面的选择
2)支撑圈结构尺寸的确定
根据燃烧室机匣轴承座尺寸φ190mm和拉杆外圆尺寸φ20mm,设计支撑圈的外圆尺寸为φ189.8mm,内孔尺寸为φ21mm,在支撑圈中间开3个槽,便于观察卡爪状态,同时降低了工装重量。
1)总体方案确定
拉杆外圆加工螺纹,螺纹上安装螺母,螺母的左端面顶在安装盘右端面,通过旋转螺母,带动拉杆向右运动,从而分解螺母保险套。
2)作用力的放大
采用M20的螺纹副,根据螺旋传动到直线位移的传力公式:F=ηT*2π/ S
取η=0.3,计算得出F=754T/m,在旋转螺母上安装手柄,在中心0.1m的位置上搬动螺母即会产生放大75.4倍的直线拉力,可以轻松操作。
1.4 使用验证
使用新研制的螺母保险套分解工装完成了十余台发动机螺母保险套分解,一次分解成功率100%,单次分解时间不大于小于3分钟,提高了分解效率;工装定位可靠,施力均匀,降低了对螺母保险套和压气机轴颈造成损伤的风险,具有较好的经济和军事效益。
2 结论
通过对深孔内零件的分解方法进行研究,按照工装研制流程设计制造的螺母保险套分解工装满足使用要求。使用时工装定位可靠,施力均匀,降低了分解时对螺母保险套和压气机轴颈造成损伤的风险,具有较好的经济和军事效益。
参考文献
[1]杨洋,孙贵青,龙洋.拔具类工装快速设计技术应用研究[J].科技风,2019,1118(4):140,228.
[2]耿旭,张思秋,李丹,等.一种航空发动机低压涡轮转子封严衬套的更换方法[J].中国科技信息,2018,(20):30-31.
[3]韩立文.工装设计校验及优化技术研究[D].北京:北京理工大学机械与车辆学院,2015.
[4]王文斌,林忠钦,严隽琪,等.机械设计手册[M].北京:机械工业出版社,2004.8
[5]陈宏均.简明机械加工工艺手册[M].北京:机械工业出版社,2008

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



