安徽马钢重型机械制造有限公司, 安徽 马鞍山 243000
摘要:用于毛坯锻造过程所使用的大型油压机,在使用一段时间之后需要在现场进行在线修复。本文结合我公司对马钢集团车轮轧制线90MN油压机成功修复的过程,介绍了此大型油压机主缸下平面在线修复的思路及精度控制方法。
关键词:大型油压机 在线修复 精度控制
1 引言
用于毛坯锻造过程所使用的大型油压机在工作时,往往承受着较为苛刻的工况条件影响,如长期承受往复轧制力的冲击、振动,并伴随高温、高压水蒸汽腐蚀,等。同时由于设备结构、场地等方面原因,对它们的修复只能在现场进行,难度很大,精度难于控制。
马钢集团车轮轧制线的90MN油压机,就属于此类的大型液压机。90MN油压机提供的压力为90×10^6 N,又称9000吨油压机。在对此油压机进行现场修复时,因其主缸下平面的朝向为水平向下,修复难度也最大。本文结合我公司对90MN油压机成功修复的过程,介绍了此大型油压机主缸下平面在线修复的思路及精度控制方法。
2 问题陈述
90MN油压机的主缸下平面的在线修复的内容,是对下平面的水平度进行恢复,同时将主缸下平面上的键槽、螺纹孔恢复达图。油压机主缸下平面在线修复完成之后,要求水平高度差保持在0.3mm以内。
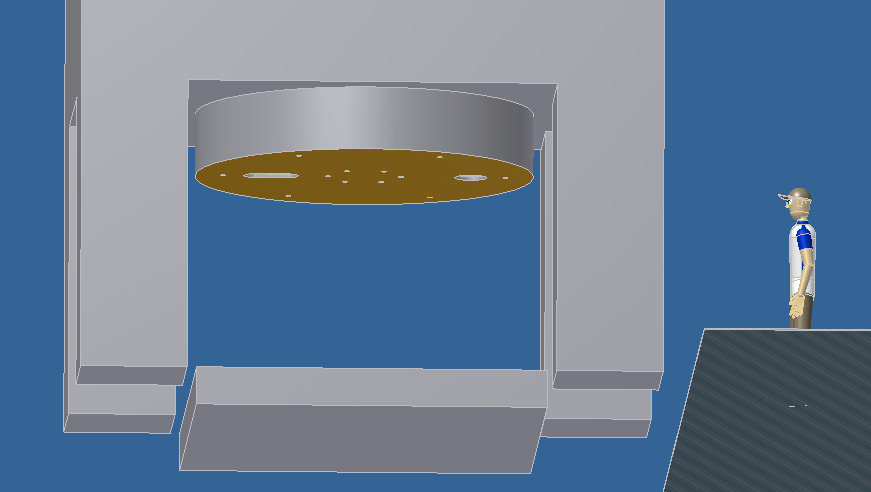
图一 90MN油压机主缸下平面在线修复内容示意
本文对90MN油压机主缸下平面在线修复的思路及精度控制方法阐述如下。
3 解决过程
3.1自制专用机床的设计
为了解决在线修复的需要,我们需要使用专用机床对现场进行施工。我们所设计的专用机床的简易传动图如下。

1.电机 2.联轴器 3.主丝杠 4.主托盘 5.副托盘 6.副丝杠
图二 专用机床的简易传动图
在自制机床中,由减速电机带动主丝杠旋转,主丝杠通过选择带动主托盘左右移动;主托盘上安装有副托盘,通过副丝杠的旋转带动副托盘前后移动。副丝杠的驱动方式为手动,通过摇杆提供力矩。副托盘上方安装有支架,通过支架连接有动力头。从而通过两个丝杠副的配合运动,带动动力头进行前后、左右的移动。
动力头上安装有盘型铣刀。当动力头接通电源之后,铣刀旋转,从而便有了切削功能。
3.2 现场实施及精度控制
在修复90MN油压机主缸下平面时,需要使整个平面的整体水平度保持在0.3mm以内。这就需要在加工的过程中,机床的床身满足下面的条件:床身在任意位置时,处于同一水平高度值。如果我们满足不了这一点,也就无法保证最终的修复质量。为了满足要求,我们设计了如下的加工方式对90MN油压机主缸下平面进行加工。
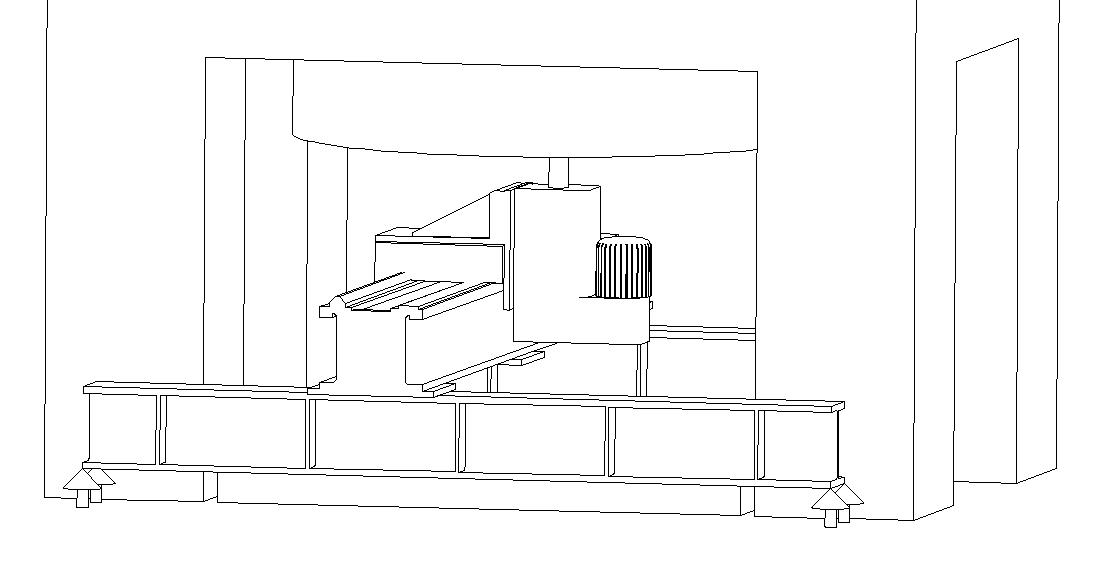
图三 90MN油压机主缸下平面修复示意图
首先,我们制作了两个横梁。横梁的上侧面被加工成精度很高的平面,以确保专用机床在其表面上能自由滑动。在使用时,横梁的下表面使用调整斜铁进行调整。在调整过程中,同时使用若干个水平仪进行校正,务必使两个横梁和机床床身都保持水平。现场施工的情况如上述示意图所示。
当第一次调整结束后,横梁在保持水平的状态下被固定住,不再进行调整。每次刀盘需要进给时,只需要专用机床在横梁上前后移动即可。因为两个横梁的上表面已经被调至等高,所以无论如何移动机床,机床床身相对于原位置都是平行的。因此,这种加工方式,也就能很严格地保证“整个平面的整体高度差保持在0.3mm以内”的技术要求。将刀盘换成键槽刀或钻头时,就可以完成键槽及螺纹孔的修复。下图的示意图,可以很清楚地看出修复时各部件的相对位置关系。

图四 90MN油压机主缸下平面修复各部件位置关系图
4 结束语
出于设备结构、场地等各方面原因,很多大型设备的出现故障以后,对它的修复只能在现场进行。这就造成了一方面修复的难度很大,另一方面精度也难于控制。本文通过对90MN油压机成功在线修复的过程的叙述,也为大型工件的在线修复,也提供了一个很好的参考方式。
参考文献
[1]于英华 《组合机床设计》 清华大学出版社 2012.9
[2]李昌年 《机床夹具设计与制造》 机械工业出版社 2007.5
作者简介
李全才(1986- ),男,工程师,现从事冶金备件及成套设备的制造管理工作。
4

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



