红塔辽宁烟草有限责任公司 沈阳卷烟厂
【摘 要】在生产过程中发现YB95条外透明纸包装机设计的条盒透明纸裁切长度过长,造成材料浪费的现象。通过研究分析YB95条外透明纸包装机透明纸输送的原理,重新设计并计算YB95条盒透明纸扇形输送辊的尺寸,把原条盒透明纸输送辊进行改进加工,在不违背条盒透明纸包装的工艺要求的基础上,达到缩短透明纸裁切长度的目的,使条盒透明纸的包既
符合工艺要求又降低消耗。
【关键词】YB95 条外透明纸 扇形输送辊 缩短 降低消耗
1 前言
YB95是GD公司设计制造后引进国内的条外透明纸包装机。YB95条外透明纸包装机是将裁切好定长的条盒透明纸包裹住条盒,并将条盒透明纸重叠部分进行热封,以实现防潮的目的。在设计之初,GD公司将条透纸的裁切长度适当加长,ZB25为294mm,ZB45为299mm.以保证条透纸的包装严实,并确保长边烙铁的热封位置正确。但是,随着市场对外包装要求的逐步提高,烟厂一方面逐步采用新工艺的条透纸;另一方面又在YB95出口处均安装了条透纸美容器,使得产品的外包装形式更加美观和牢固。
随着这些工作的完成,原先条透纸的裁切设计就造成了材料的浪费,鉴于此在改造设备适应生产的同时考虑到设备的一致性和节省材料的目的,所以重新设计条透纸的输送行程,改短条透纸的裁切长度,使改短后条透纸的包裹既符合工艺要求,又节约条透纸材料的消耗。
2 条盒透明纸输送原理和改进可行性分析
2.1 输送与切割原理
透明纸的输送与切割装置主要由透明纸卷筒架、拉带供给装置、透明纸的输送与切割装置、透明纸平送装置等组成,其功能是切割出一定规格的、带有拉带的透明纸。
 装在透明纸卷筒架上的透明纸卷筒1在扇形输送辊4的作用下,通过各级导纸辊2被展开,扇形输送辊4的扇形弧长等于一张透明纸的包装用料长,转动的切纸刀5与固定切纸6相擦形成剪切,从而将透明包装纸切断下来,并把切下的纸张平送至夹钳的位置。如图1所示。
装在透明纸卷筒架上的透明纸卷筒1在扇形输送辊4的作用下,通过各级导纸辊2被展开,扇形输送辊4的扇形弧长等于一张透明纸的包装用料长,转动的切纸刀5与固定切纸6相擦形成剪切,从而将透明包装纸切断下来,并把切下的纸张平送至夹钳的位置。如图1所示。
 图2为透明纸输送装置,扇形输送辊4将透明纸压紧在滚轮5上,旋转时靠压紧产生的摩擦力将透明纸进行轧送,扇形输送辊的独特设计,不仅使切纸时有适当的停顿间隙,而且可以使透明纸有自行调整张力的余地,避免在连续输送过程中产生起皱,歪斜等弊病。
图2为透明纸输送装置,扇形输送辊4将透明纸压紧在滚轮5上,旋转时靠压紧产生的摩擦力将透明纸进行轧送,扇形输送辊的独特设计,不仅使切纸时有适当的停顿间隙,而且可以使透明纸有自行调整张力的余地,避免在连续输送过程中产生起皱,歪斜等弊病。
如图2中所示的扇形输送辊4的位置时,调整凸轮3,使止退轮1压住透明纸,这样透明纸在不轧送的间隙瞬间,不至于失去控制而退缩回去。在图2中,透明纸输送与切割装置的作用,是为硬条提供被剪切成定长的裹包包装材料。
从条盒透明纸的裁切原理和条盒透明纸传送原理上分析,条盒透明纸依靠扇形输送辊及其对顶辊进行输送,扇形输送辊的扇形弧长决定了条盒透明纸的输送长度亦即每张条盒透明纸的裁切长度。因此,只需要改短扇形输送辊的圆周弧长即能达到缩短条盒透明纸输送行程,缩短透明纸长度的目的。从而减少条盒透明纸搭口重叠部分的透明纸,节约材料的消耗。
2.2 可行性分析
ZB25和ZB45条盒的理论周长
ZB25条盒成型后其理论周长为:L1=45+46+86.5*2=264mm
ZB45条盒成型后其理论周长为:L2=46+47+88*2=269mm
经对卷包车间五台ZB25机组的条透纸实际裁切长度进行测量,数值如下表。
表1 GDX1条透纸实际长度测量统计表 单位:mm
机台号 | 1# | 2# | 3# | 4# | 5# | 平均值 |
条透纸长度 | 293 | 295 | 294 | 295 | 293 | 294mm |
ZB25机组的条透纸实际裁切长度平均测量值为:L1=294mm
经对卷包车间三台ZB45机组的条透纸实际裁切长度进行测量,数值如下表。
表2ZB45条透纸实际长度测量统计表 单位:mm
机台号 | 1# | 2# | 3# | 平均值 |
条透纸长度 | 300 | 299 | 299 | 299 |
ZB45机组的条透纸实际裁切长度平均测量值为:L2=299mm
现有条盒透明纸长度
ZB25条盒透明纸长度L=294mm,ZB45条盒透明纸长度L=299mm
理论搭口宽度
ZB25条盒透明纸理论搭口宽度为:D=L-L1=294-264=30mm
ZB45条盒透明纸理论搭口宽度为:D=L-L2=299-269=30mm
从理论值上分析硬条盒包裹周长ZB25及ZB45的条盒透明纸包裹搭口重叠部分达到30mm长,而透明纸长边烙铁的热封宽度仅为14mm,透明纸有极大的缩短空间。
3 改进分析研究内容
3.1 ZB25条透纸实际裁切长度的测量及条透纸扇形输送辊实际圆周弧长的计算
ZB25条透纸扇形输送辊尺寸是扇形输送辊直径为132mm,扇形输送辊106.5mm,
则GDX1条透纸扇形输送辊的理论夹角
A1=arccos (106.5-66)/66=52.174度,
则ZB25条透纸扇形输送辊的理论弧长
L1′=π*D*(360-2*A1)/360
=π*132*(360-52.174*2)/360=293.9mm
实际测量ZB25条透纸裁切长度为:294mm。
3.2ZB45条透纸实际裁切长度的测量及条透纸扇形输送辊实际圆周弧长的计算
ZB45条透纸扇形输送辊尺寸如图3示:
扇形输送辊直径为132mm,扇形输送辊高度为108mm,
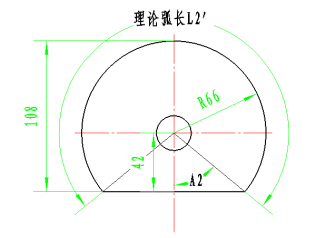
图3ZB45扇形输送辊原尺寸图
它的理论夹角 A2=arcos(108-66)/66=50.48度,
则ZB45条透纸扇形输送辊的理论弧长:
L=π* D*(360-2*A2)/360
L=π* D*(360-2*A2)/360
=π*132* (360-50.48*2) /360=298.6mm
实际测量ZB45条透纸裁切长度为:299mm。
4 改进实施过程
4.1确定条透纸缩短长度
因透明纸重叠部分为30mm长,而烙铁的热封宽度为14mm,有16mm缩短的余量,但考虑到条透纸的输送长度存在一定范围的误差,为不影响条透纸的热封质量,我们确定缩短条透纸10mm,即条透纸长边搭口重叠长度为20mm。
4.2 确定扇形输送辊加工尺寸
由于经过上述论断,缩短扇形输送辊的弧长即的实现缩短透明纸长度的目的,因此决定在扇形输送辊工作结束的位置弧长去掉10mm。
计算 弧长为10mm对应角度以及弦长,利用弦长确定扇形输送辊
上加工去除的位置。
α*(π*D)/360=10 8.7度对应弦长经计算为10.024
α=10/1.15
=8.7度
8.7度对应弦长经计算为10.024 取其整数10
以扇形输送辊的左端点为圆心,10mm为半径在扇形输送辊截取确定加工去除起始点,由于GDX1,GDX2的扇形输送辊直径一样,所以10mm的弧长对应的弦长一致,计算以及加工方法一致
4.3扇形输送辊的加工
确定扇形输送辊改进所需的加工尺寸后,将每台机的四个输送辊安装于同一轴上,加工面处于同一平面上并固定,用铣床按计算所得的加工位置进行加工。使四个输送辊加工完毕的尺寸一致,从而保证条透纸输送平稳可靠。
4.4 扇形输送辊安装调试
扇形输送辊加工完后进行安装调试首先调整扇形输送辊的压力及展开位置。其次,解决条透纸改短后条透纸止退轮压放纸时间快慢问题,通过调整止退辊的控制凸轮调整止退辊下压、放纸时间,保证止退辊与扇形输送辊在条透纸输送时同步。
4.5其它调整
因改短后条透纸的输送长度相应改变,条透纸在条盒上的长边重合搭口位置也发生移位,我们通过调整条透纸到位压辊的凸轮控制条透纸的输送位置,并通过调整长缝热封烙铁的位置使条透纸热封区域在条透纸搭口重合区域内,保证透明纸的热封位置正确。
5 结束语
改造前,ZB25平均每条烟条盒透明纸长边热封的重合长度为30mm,改造后,平均每条烟条盒透明纸的长边热封线重合长度为20mm,缩短10mm的长度。ZB45平均每条烟条盒透明纸长边热封的重合长度为30mm,改造后,平均每条烟条盒透明纸的长边热封线重合长度为20mm,缩短10mm的长度。
参考文献
黄德良.ZB25型包装机组/《ZB25型包装机组》编写组编,主编,北京:中国科学技术出版社,2001.12
YB95型条外透明纸包装机使用说明书;上海烟草机械有限责任公司

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



