航空工业哈尔滨飞机工业集团有限责任公司 黑龙江 哈尔滨 150066
摘要:采用数学模型与计算机查表综合应用的方法,以Delphi和Access数据库作为开发工具,ODBC为数据库接口,建立了工时计算标准参数数据库,开发出了实用的工时定额管理软件。能实现数学模型参数识别、工时制订和结果汇总等功能,从而实现工时定额管理由经验管理转向先进科学的计算机管理。
关键词: 工机械加工;工时定额;计算;劳动定额
一、引言
劳动分配是指在一定的生产技术组织条件下,为完成生产单位的具体任务,采用科学合理的方法确定的合格产品或生产劳动的消耗分配。根据其定义,劳动分配具有四个特征:及时性(合法性)、同一性(统一性)、高度理性和相对稳定性。这主要体现在:(1)劳动分配是现代企业计划经济核算的基础;2) 劳动分配是合理组织劳动和生产的基础,劳动分配也是工会组织和提高劳动生产率的重要手段。分工是实施分工原则的基础。
分工有两种形式:一种是时间分配,另一种是定额支出。小时定额是指工作时间的消耗可以生产出合格的产品或完成某些任务。研究分工类型,首先要了解员工在工作中的实际劳动时间消耗情况,找出劳动时间浪费的现象,明确原因,运用合理的方法,改善组织的技术条件,改善组织的工作组织和生产管理。加强劳务管理,提高工作时间利用率,提高劳动生产率。其次,在工作过程中,我们可以找到高水平的操作方法和合理的生产组织,总结经验,根据分工的研究结果分析并得出公式。工作分配的时间分配方法如下。
目前常用的作业时间分配方法主要有手工查表法、计算机查表法、数学模型法、神经网络法和混合法。主要问题是:数据交换和数据库维护操作不方便,数学模型的维护和操作存在重大缺陷。很难将测量数据用作样本集。
总的来说,现有工时管理系统的数据不完整,计算结果与实际结果完全不同。它仅用于计算工时信息岛,不考虑与其他系统的集成。采用数学模型与计算机参考表相结合的方法控制模块、数据查询模块、时间计算模块和帮助模块。
二、机械切削加工劳动定额制定系统
2.1、常见机械切削加工劳动定额制定系统模型
机械切削力刻度系统公式分为基本准备时间和单个时间(也称为加工时间,相当于加工工作时间)、补贴申请时间、个人需求和停机时间之和。制造规范的主要内容是不同规范的组成、内容、目的、研究方法等。单个模块的时间仅根据特定标准计算,并使用标准制备阶段生成的进度和产品工艺要求。技术公式如图1所示。
从机械切削过程评价系统模型的角度来看,最初在T型过程中,每个过程只有准凝固时间、加载时间和卸载时间的比例,但没有测量设备和劳动强度,这对时间的构成非常有帮助。机器t(工作时间)和辅助时间t(与工作步骤相关的辅助时间)等,专业性强,经验丰富,工作量大。特别是对于时间标准的研究,基于缺乏经验的“专家”,研究技术标准严重落后,缺乏科学性。第三,由于它是一次性制造商,默认设置过程是“黑盒”。反映加工速度(切削速度V、进给s、每分钟刀具路径s、I、切削深度T)和标准化工艺的切削参数不会直接显示。第四,将当前模型的计算机应用到“机器配额”级别(一套软件,根据标准计划通过线性回归来维护时间和各种因素之间的功能关系)和“机器配额”时间的部分计算(标准计划和标准功能被替换)。此外,由于标准制定领域缺乏深度,机械切削时间比的制定体系难以现代化。因此,迫切需要利用高速切削速度和数据处理能力来改进加工过程评价系统的模型。

2.2、工步时间标准的过程及其算法
工作过程是机械加工劳动力分配系统中一个非常重要的概念。过程是过程的细化(不需要生产过程的顺序)。在完工过程中,当工具、工作面和设备消耗三个条件中的一个发生变化时,就会形成一个新的工作步骤。
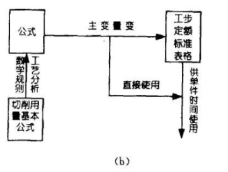
目前,标准工时的制定一般采用两种方法:一种是使用逐步线性回归法计算原始数据和工时定额公式;其次,根据切削工艺参数的基本公式和工作时间定额公式(以下简称工艺参数的处理方法),通过工艺分析和数学变换,得出切削时间定额公式的计算公式。根据主要变量的周期性变化,直接使用每个表达式或标准表来准备时间块生成器的步骤。开发过程和方法如图2所示。

![]()
在编制多因素时间分配公式时,线性回归方法缺乏多元线性回归方法的准确性和逻辑性。以龙门刨床根据二维线性回归方法加工的平面为例,得出工作点长度(x1)和工作区宽度(x2)与时间定额函数y之间的关系为y,ax,bx2和C,y.axxz和BX。这是因为现实世界中有许多因素,它们之间的函数关系通常是非线性的。当你盲目地用线性代替非线性时,线性回归就变成了非线性,与现实无关。它不仅反映了不同因素之间的非线性关系,而且还显示了切削过程的参数。该过程简单,显著提高了可靠性和准确性。
如图2所示,对于单个时间段、方法参数、流程和流程分离步骤的制造商,工作时间规则始终是“黑匣子”。此外,工作步骤标准工作时间的制定从根本上与单一工作场所的制定分离。
2.3、改进的机械切削加工劳动定额制定系统模型
在本标准规定的各种时间参数的集中下,对其他标准的研究相对简单,只是一个标准步骤。因此,改进时间步长标准的制备工艺和方法是关键。
2.3.1、对编制工步时间标准的改进
目前的线性回归法和过程参数分析法属于“公式法”,即标准工作时间步长表的替代和近似。通过线性标准回归、基本定额公式、数学计算和近似处理,该公式是近似的。因此,建议标准方法的制备周期更长,研究人员的素质更高,以克服“公式法”根据切削工艺参数和工艺计算直接计算时间的不足。

机器算法是一种基于计算机数据处理的现代方法。它根据切削过程和操作过程的参数直接计算单个块的时间。它以基础数据库为基础数据,得到基本参考值,以数据处理为核心,得到基本定额公式,以便在处理过程中进行分析和运算。它以数据处理相关操作为处理单元,全面集成了复杂的数据处理和计算程序。该方法如图3所示。
2.3.2、对机械切削加工劳动定额制定系统模式的改进
改进的机械切削过程评估系统是基于图4中机械算法的工作步骤标准之一。

如图4所示,改进后的模型具有以下特点:
(1)总的来说,标准化的范围缩小了,单调的时间范围扩大了。
(2)在整体的结构中,标准时间步长表被取消,并替换为标准时间步长表、标准时间步长表、标准时间步长表(无测量时间)、相关时间步长表和剪切参数标准表。
(3)单个时间段的开发基于基本标准,如过程分离参数。对于时间段内的制造商而言,所有基本规则及其处理过程都是透明的,并直接反映其工作分配。
(4)提高了模型的适应性。如果相关标准的内容被国家标准取代,可用的t形表应为国家标准;如果相关标准的内容被行业标准取代,则产生的T形为行业标准;当相关标准的内容被公司标准替换时,生成的t格式为公司标准。
(5)该模型易于扩展。在补充新设备切削参数规范的同时,扩大了工作分配范围。
(6)这个模型非常灵活。为产品的特定程序和流程更改此参数选项。适用于多种现代柔性生产方式和成组技术的广泛应用。
(7)从T型钢的成分出发,将T型钢和T型钢直接表示为非常重要的组成部分,为生产组织和管理提供科学依据,如生产计划、多机人员、人员要求、设备负荷等。
(8)与最初的模型相比,根据这个模型实施,可以节省很多人力资源。
(9)该模型从“标准工作时间步长”中分离出来,引入计算机处理,降低了单个块时间公式的复杂性和数据处理量。
因此,模型“公式法”是传统手工方法的产物,“机器算法”是现代计算方法的产物。
三、小结
传统的加工极限是基于公式的,公式在模态公式中起着非常重要的作用。然而,将公式法引入计算机后,可以充分发挥计算机数据处理的优势,提高公式程序的透明度和数据处理的科学性,这也是一个值得研究的问题。如果计算机算法能够将复杂和多阶段的数据处理集成到数据中心,则需要进一步的应用和改进。
参考文献:
[1]瑞和主编.现代劳动定额管理工程学.南京: 东南大学出版社,1991.
[2]械加工劳动定额标准.天津:天津市电子仪表工业管理局.1990.
[3]械加工工时定额标准一单件小批量,湖北: 东风汽车公司,1985.
[4]远一.试析机械加工劳动时间消耗数学模型之建立方法.机电人事劳动.1996.3.
[5] 蔡希尧、陈平.面向对象技术述评.计算机应用,1996.8.
[6] 钟毅.合理制定劳动定额和工艺定额的设想与实践——对东风汽车公司劳动定额管理的展望。机电人事劳动,1997.1.
[7] 定员定额基础知识问答.东风汽车公司人事部综合室编印,1997.
[8] 毛耀先主编.实用工业工程技术与方法.北京:企业管理出版社.1994.
[9] 北京第一通用机床厂编.机械工人切削手册(修订第二版).北京:机械工业出版社,1985.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



