柳州化工股份有限公司
摘要:由于工作液蒽醌组分长期偏低,氢化程度长期超标,造成过氧化氢产品蒽醌降解物多,通过提高蒽醌组分、严格控制氢化程度,更换白土床活性氧化铝球等措施,过氧化氢产品的蒽醌降解物减少恢复正常。
关键词:过氧化氢产品 蒽醌降解物 原因分析 解决措施
柳州化工股份有限公司鹿寨分公司过氧化氢生产装置,是由洛阳黎明化工研究设计院有限责任公司设计,以广西柳化氯碱有限公司年产20万吨离子膜烧碱装置副产氢气为原料,蒽醌法钯触媒固定床催化反应年产10万吨过氧化氢(27.5%)生产装置。该装置于2010年12月动工建设,2012年5月建成,2013年4月底投氢生产。2014年全年过氧化氢产量为9.3万吨,基本达到年设计生产能力。柳化氯碱公司副产的氢气纯度能达到99.6%以上,氢气质量好,过氧化氢装置工艺运行较稳定,过氧化氢产品质量较好。
从2016年4月发现,公司4个过氧化氢成品贮槽内漂浮着一层黄色的蒽醌降解物,随着储存时间延长,不断有黄色飘浮物析出,越积越多。过氧化氢产品装车销售时,少量黄色蒽醌降解物与过氧化氢产品一起装入槽车,造成过氧化氢外观较浑浊,导致客户对过氧化氢外观质量投诉,影响了销售。
1过氧化氢生产工艺原理及化学反应
1.1工艺原理
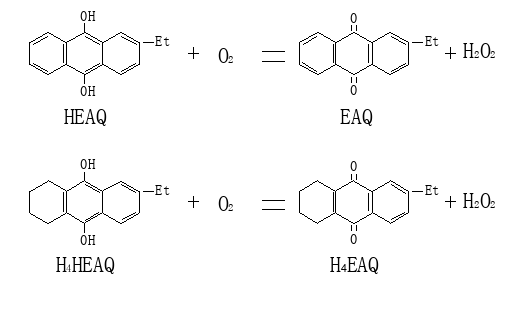
本方法制取过氧化氢是以2-乙基蒽醌(EAQ)为载体,重芳烃及磷酸三辛酯(TOP)为混合溶剂,配制成具有一定组成的溶液(以下称工作液)。将该溶液与氢气一起进入装有钯触媒的氢化塔内,一定压力和温度下进行氢化反应,得到相应的氢蒽醌(HEAQ)溶液(以下称氢化液)。氢化液再被空气中的氧气氧化,溶液中的氢蒽醌恢复成原来的蒽醌,同时生成过氧化氢。利用过氧化氢在水和工作液中溶解度的不同及工作液与水的密度差,用纯水萃取含有过氧化氢的工作液(以下称氧化液),得到过氧化氢的水溶液(俗称双氧水)。过氧化氢的水溶液经重芳烃净化处理及空气吹扫,即可得到浓度为27.5%的过氧化氢产品。经水萃取后的工作液(以下称萃余液),经过沉降除水,并通过碳酸钾溶液及活性氧化铝处理后再回入氢化工序,继续循环使用。在循环运转过程中,部分2-乙基蒽醌逐渐变成四氢-2-乙基蒽醌(H4EAQ),并积累于工作液中,后者亦为本过程的重要载体之一,它亦可反复被氢化、氧化,生成过氧化氢。一定量四氢-2-乙基蒽醌的存在,将有利于提高氢化反应速度和抑制其它副产物的产生。
1.2化学反应
1.2.1工作液的氢化
化学反应如下所示:

1.2.2氢化液的氧化
2过氧化氢产品中蒽醌降解物多的原因分析
针对过氧化氢产品中蒽醌降解物多的情况,我们从以下方面进行了分析排查:
1.1 产品净化 为了提高产品净化效果,加大了净化塔芳烃加入量,将芳烃加入量由1.5L/h加大到2.0L/h,但是仍没有实际效果,四个成品贮槽过氧化氢成品中仍不断有蒽醌降解物析出;停车对净化塔内陶瓷规整填料进行检查,发现填料外观干净并且完好无破损,填料表面无蒽醌降解物附着,净化塔内壁等也没有蒽醌黄色降解物。加大通入成品贮罐中吹除空气的流量,也并未明显减少析出物量。
1.2 工艺操作 经咨询行业内一些专家,分析过氧化氢产品中蒽醌降解物多与工作液中蒽醌组分含量和氢化程度等工艺操作及工况有很大关系,氢化程度是参与氢化反应的蒽醌总量和总有效蒽醌的百分比值。
氢化程度的简化计算公式为:氢化程度=(氢化效率×7/工作液总蒽醌)×100%
正常的工作液组份的总蒽醌含量为125~150g/l,氢化程度控制指标是正常生产时氢化程度≤45%;开车初期氢化程度≤40%。当工作液中蒽醌组分较低时,如果氢化程度较高,会造成系统中蒽醌降解加快,工作液内就会产生较多蒽醌降解物,氢化液白土床和后处理白土床难以将产生的蒽醌降解物全部再生成有效蒽醌,导致工作液内蒽醌降解物的累积。部分蒽醌降解物就会进入过氧化氢产品,影响到过氧化氢产品的外观和质量。我公司双氧水装置从2016年1月起,工作液蒽醌组分就不断下降,氢化反应的氢化程度就不断升高,从2016年2月起,氢化程度基本超过50%,详情见表1.
表1. 系统工况对过氧化氢产品的影响
序号 | 日期 | 2-乙基蒽醌含量g/l | 4氢-2-乙基蒽醌含量g/l | 总蒽醌含量g/l | 氢效g/l | 氢化程度% | 过氧化氢产品中蒽醌降解物情况 |
1 | 2016年1月 | 36.2 | 58.4 | 94.6 | 6.35 | 46.7 | 降解物多 |
2 | 2016年2月 | 29.0 | 51.0 | 80.0 | 5.8 | 50.8 | 降解物多 |
3 | 2016年3月 | 26.6 | 68.9 | 95.5 | 6.63 | 48.6 | 降解物多 |
4 | 2016年4月 | 18.5 | 58.0 | 76.5 | 6.08 | 55.6 | 降解物多 |
5 | 2016年5月 | 18.2 | 58.1 | 76.3 | 5.80 | 53.2 | 降解物多 |
6 | 2016年6月 | 14.0 | 58.4 | 72.4 | 5.80 | 56.1 | 降解物多 |
7 | 2016年7月 | 12.0 | 56.0 | 68.0 | 5.53 | 56.9 | 降解物多 |
工作液
中蒽醌组分变化趋势见图1.

图1. 2016年工作液变化趋势图
从表1.和图1.可以看出,公司过氧化氢产品中出现大量的黄色蒽醌降解物是与系统工作液中蒽醌组分总量和氢化程度紧密相关的。由于资金紧张,公司对主要原材料蒽醌采购没有重视,2015年全年过氧化氢产量为8.87万吨,生产负荷较高,系统中补加不足20吨蒽醌,使得系统工作液蒽醌组分从2015年1月的133.8g/l降到2015年12月的99.1g/l。从2016年1月开始,工作液中蒽醌组分仍在不断下降,到2016年4月蒽醌组分已经下降到了76.5g/l,到了7月时,氢化程度仍高达56.9%,工作液中蒽醌组分降到了最低的68g/l。
3 解决过氧化氢产品降解物多采取的措施
找到系统工作液中蒽醌组分少和氢化程度高是造成过氧化氢产品中黄色降解物较多的主要原因后,从2016年8月起,通过调整工作液组分、降低氢化程度等措施,使过氧化氢产品中的黄色降解物逐渐减少,系统恢复生产正常,氧化氢产品质量得到改进(见表2)。
2.1 首先降低系统生产负荷,降低氢效,降低氢化程度,严格控制氢化程度<45%,减少蒽醌降解物的产生。
2.2向系统中补加蒽醌,提高蒽醌组分含量。整个过氧化氢装置约1000立方工作液,要将工作液组分从68g/l提高到120g/l以上,大约需购买蒽醌52吨。通过持续大量的往工作液中补加蒽醌,提高系统工作液中蒽醌组分含量。
2.3及时更换后处理白土床和氢化液白土床。对3个后处理白土床和1氢化液白土床的活性氧化铝球都及时进行了更换,保证白土床对蒽醌降解物的吸附和再生能力,保持工作液中有效蒽醌组分的稳定。
2.4加强对过氧化氢产品贮槽的清洗,并对产品灌装增加过滤设施,保证产品质量。
表2. 系统工况对过氧化氢产品质量的改进
序号 | 日期 | 2-乙基蒽醌含量g/l | 4氢-2-乙基蒽醌含量g/l | 总蒽醌含量g/l | 氢效g/l | 氢化程度% | 蒽醌降解物情况 |
1 | 2016年8月 | 22.6 | 61.8 | 84.4 | 5.16 | 42.8 | 降解物减少 |
2 | 2016年9月 | 32.2 | 62.4 | 94.6 | 5.80 | 42.9 | 降解物较少 |
3 | 2016年10月 | 35.9 | 65.4 | 101.3 | 5.8 | 40.1 | 过氧化氢产品外观透明 |
4 | 2016年11月 | 44.2 | 76.8 | 121.0 | 6.63 | 38.3 | 过氧化氢产品外观透明 |
5 | 2016年12月 | 62.4 | 72.0 | 134.4 | 6.91 | 36.0 | 过氧化氢产品外观透明 |
4 结束语
在蒽醌法固定床加氢工艺生产过氧化氢过程中,由于对工作液蒽醌组分控制不够重视,长期不按正常消耗定额补充蒽醌,造成蒽醌组分迅速下降,氢化程度严重超标,系统中产生并积累了较多蒽醌降解物,使得部分蒽醌降解物出现在过氧化氢产品中。要解决这个问题,需要投入较多资金和较长时间对系统进行处理,优化工艺状况,才能根本解决。因此,平时要加强生产管理,使工作液各组分严格控制在工艺指标范围内,严格控制氢化程度在45%以下,才能减少系统中蒽醌降解物的生成,保证过氧化氢产品的外观质量。反之,忽视工作液组分正常管理,片面地从追求低消耗来、低成本,将是一种短视行为,往往得不偿失,会付出更多的成本。
参考文献:张国臣 《过氧化氢生产技术》 142-143

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



