云南云景林纸股份有限公司 云南省普洱市 666400
【摘要】制浆洗选漂工段,位于双辊洗浆机出口,至送浆泵进口的中浓立管。中浓立管顶部高浓度浆为成块掉入立管中,中部以下为浆水混合液态。为保证制浆工艺的稳定和产品质量,工艺要求严格控制中浓立管液位,原制浆工艺厂商采用的是放射性料位计进行监测和PID回路控制料位。但经过安装运行后,发现受高浓度浆为成块掉入中浓立管,液位的波动性很大。无法满足生产稳定控制的要求。经过改造立管底部,采用静压式料位计彻底解决中浓立管料位波动的影响。
【关键词】中浓立管、放射性料位计、静压式料位计
制浆洗选漂工段,位于双辊洗浆机出口,至送浆泵进口的中浓立管,高浓度浆直接进入中浓泵,会导致堵浆影响生产。为更好的控制生产,避免出现堵浆,特在其中间设置中浓立管。同时,为保证从中浓泵输出浆的浓度稳定,工艺生产需要控制好中浓立管的液位稳定。因此,须对液位进行实时监测,料位在线检测可采用雷达料位计、射线式料位计、静压式料位计等技术。但由于双辊洗浆机出口浆料浓度较高,并且浆料从双辊洗浆机落下,到中浓泵有6-8米的高差,依据中浓立管的特点,原制浆工艺设备供应商维美德的要求必须采用射线式料位计。但射线式料位计受到洗浆机出口高浓度浆的冲击会导致中浓立管液位波动较大,中浓泵运行极为不稳定。生产操作人员很难控制,为了解决放射性料位计波动,以及放射性料位计行政审批复杂,管理和维护成本较高的问题,我们采用另一种静压技术原理料位计替代放射性料位计。
1、生产流程与设备介绍
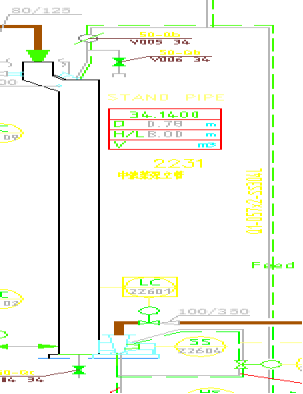
中浓立管:容积为3.82m3和2.865 m3,圆柱形,密闭型容器,材质:不锈钢304。顶部进料,底部出料。进浆浓度:35%,出浆浓度:6.7%。
![]()
![]()
![]() 工艺流程:双辊洗浆机 中浓立管 中浓泵
工艺流程:双辊洗浆机 中浓立管 中浓泵
黑液
依据工艺供应商提出的要求,我们首先采用射线式料位计,该放射源采用Cs-137放射源活度3.7*108Bq,一个中浓立管配两枚放射源,二个接收装置,测量范围:0-2500mm。输出4~20 mA DC到DCS控制系统进行显示、报警、联锁等,现场情况如图

控制要求:
2、存在问题
(1)料位不稳定,影响生产运行。
(2)无法投PID自动控制,泵存在抽真空风险,操作人员需要随时关注中浓立管液位;
(3)放射性料位计,管理和维护成本较高,存在较大安全环保隐患。
如何解决以上问题,确保生产正常稳定运行,成为我们首要考虑的任务。针对此问题,我们联系过德国科隆的料位技术人员,是否可以采用雷达测量技术,但由于现场的特殊工况,特别是浆成坠落式进入所造成的对测量的波动影响,中浓立管的安装位置也不具备,因此我们放弃了雷达测量技术。
由于中浓立管的上部浆成块状直接掉落,对上部的液位产生较大的波动,放射性料位计测到上部份的液位波动较大,导致无法投入PID自动调节。超声波料位计和雷达料位计须安装于顶部,也会受到浆成块状掉落时的影响,所以不能解决波动问题,经我们分析,中浓立管高8米或6米,直径为780mm。实际运行浆液混合物控制在4至5米,液位虽因浆成块状掉落波动,但中浓立管的下部是浆水混合,中浓立管底部压力受浆块吊落影响较小,所以依据这个特点,我们计划采用电容式料位计进行测量。以下是改造的基本情况。
一、实施措施:
在中浓立管底部开一个DN80的法兰口,并采用单法兰与静压式料位计进行联接。通过计算出最高液位以及浆料混合的密度,求出最大的差压值。用差压值对静压式变送器进行选型。
原理如下:ΔP=ƳL,重度Ƴ为常数时,ΔP与液位L成正比。因此,在Ƴ几乎不变的场合,利用静压式变送器可以测量液位L。
仪表的量程是指当液位由最低升到最高时,液面计所上所增加的压力。故量程Δp为
ΔP=(h2-h1)ƿg=(8-0.5)*998.8*9.807=73464.24(Pa)
h2最高液位
h1为最低液位
6.7%浆的浓度Ƿ=998.8Kg/m3
重力加速度g=9.807m/s2
即静压式料位计的量程选择0~100KPa,即可满足要求。仪表投运时,将仪表的量程设置为0~73464.24(Pa)。
改造后的图片:

对比两种料位计的差异:
放射性料位计 | 静压式料位计 | |
测量原理 | 放射性料位计主要由放射源、接收器、转换器组成。放射性物值(如铯137)射线穿透测量介质,接收器进行接收射线,将信号送入转换器由转换器转换为标准信号输出。 | 静压式料位计主要由两部分构成:测量部分和转换电路,测量部分由检测机构将压力差转换为微小的位移δ,然后通过特种方法将δ转换为某种中间变量。转换电路再将中间变量转换为标准信号输出。 |
安装方式 | 复杂 | 简单 |
抗干扰性能 | 强(除焊缝伤检测外,会造成干扰) | 弱(电焊、强电、静电等) |
主要应用场所 | 密闭带压金属容器,间接测量介质料位,不需要与测量介质接触。 | 开口式容器、闭口式容器,直接测量介质料位,需与介质接触。 |
维护难易 | 复杂 | 简单 |
投资成本 | 高 | 低 |
行政核准 | 需要 | 不需要 |
专门维护人员(持证人员) | 需要 | 不需要 |
二、改造后的效果
两种液位计测量效果对比
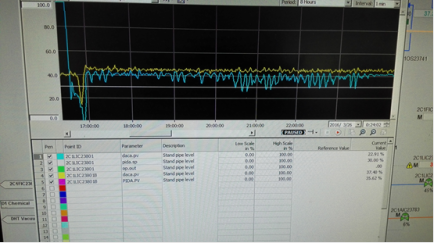
注:蓝色曲线——放射料位计趋势
黄色曲线——静压式料位计趋势
优点:
1、通过变更料位测量方式,料位运行稳定,工艺生产控制和产品质量达到目标。
2、操作人员可以方便的投PID自动控制,实现全过程自动控制,不需过多关注中浓立管的料位。
3、拆除存在安全隐患的放射性料位计,减少环保安全隐患。
4、降低生产运行管理和维护成本。
【结束语】制浆中浓立管测量方案,如采用放身射性料位计,存在投资成本高、行政审批手续复杂且办理时间长、管理维护较繁杂等不利因素。结合制浆中浓立管测量实际工况,要实现稳定测量,消除波动影响,确保生产稳定运行,我们改为采用静压式料位计,解决了测量料位准确度、数据稳定的问题,生产控制可以投PID自动控制,减少了操作人员工作强度,降低了投资成本和维护成本。本次测量技术改造取得了成功,制浆工艺设备供应商看到我公司的成功经验也取消原放射性料位计方案,统一采用静压式料位计。
参考文献:
何离庆,张寿明,朱文嘉。过程控制系统与装置。第一版。重庆,重庆大学出版社,2003
王孟效,孙瑜,汤伟,张根宝。制浆造纸过程测控系统及工程。第一版。化学工业出版社,2003
王森,朱炳兴。仪表试题集。第一版。化学工业出版社,1992

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



