广东省万和电气有限公司 广东 528513
摘要:通过对本单位制造生产的某型圆环进行分析,发现该圆环零件在设计、制造等环节存在一定的重点与难点,与之相比,原制造工艺以及工装夹具设计在运行便捷性、效率及质量方面均存在一定的问题。笔者通过对相关文献进行研究,对该型圆环零件的全流程工艺进行了针对性优化,并设计了相对应的工装夹具,希望本文的研究内容能够为相类似圆环零件设计与制造提供一定的理论支持。
关键词:某型圆环;工艺优化;工装夹具
前言:零件制造流程工艺对于整个零件的制造过程至关重要,对于其产品质量与生产效率也会产生极为深远的影响。笔者以本单位生产的某型圆环零件为例,对其生产加工的工艺流程进行分析,并尝试对其进行优化。
一、某型圆环基本结构与问题浅析
我单位生产加工的圆环零件选择了45钢做为主材料,形态为环装薄壁件。图1为圆环零件基本构成以及详细数据。
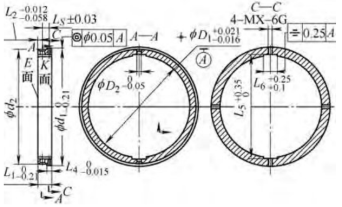
图1 圆环零件基本构成以及详细数据
在该零件的生产过程中,笔者发现该零件的外圆经常发生原因不明的形变,且与设计数值存在较大的误差。其次,![]() 尺寸车工完成后,容易引发K端面形变,进而引发
尺寸车工完成后,容易引发K端面形变,进而引发![]() 尺寸产生一致性失常问题,最终影响整个零部件的最终公差。最后,由于部分关键步骤缺失,该零件在生产过程中对于工人经验、技术水平的要求相对较高,在实践中经常出现找正精读不足、或者工作效率低下等问题。以上诸多问题严重影响该零件的制造与使用,进而降低公司的经济效益[1]。
尺寸产生一致性失常问题,最终影响整个零部件的最终公差。最后,由于部分关键步骤缺失,该零件在生产过程中对于工人经验、技术水平的要求相对较高,在实践中经常出现找正精读不足、或者工作效率低下等问题。以上诸多问题严重影响该零件的制造与使用,进而降低公司的经济效益[1]。
二、原工艺优化以及工装夹具设计
(一)原工艺流程优化
本节首先对该零件原工艺流程进行分析,该零件加工的工艺流程主要包括车工、数控铣、线切割、钳工几个基本内容。具体内容如下:(1)对圆孔内壁以及K端面进行车工。(2)对![]() 外圆、
外圆、![]() 外圆进行车工,定长
外圆进行车工,定长![]() 尺寸。在该工艺流程中,
尺寸。在该工艺流程中,![]() 外圆比较容易出现形变,进而影响后期的外圆定位流程。(3)数控铣:加工螺纹底孔以及两个
外圆比较容易出现形变,进而影响后期的外圆定位流程。(3)数控铣:加工螺纹底孔以及两个![]() mm孔。在该流程中,比较容易出现孔洞加工尺寸超出标准误差的情况,根据笔者研究可知,这主要是由于铰刀工具在实际施工过程中容易磨损所导致的。(4)线切割。(5)去毛刺。
mm孔。在该流程中,比较容易出现孔洞加工尺寸超出标准误差的情况,根据笔者研究可知,这主要是由于铰刀工具在实际施工过程中容易磨损所导致的。(4)线切割。(5)去毛刺。
在对原工作流程中存在的一些问题进行分析之后,笔者进一步提出了基于原工艺流程优化的具体思路。具体施工方案及操作方法如下:(1)车工,具体对象为![]() mm孔以及E端面。(2)延续上一流程的施工工艺,对夹头、外圆进行车工。(3)利用全外包软爪对夹头进行包围式处理,并对
mm孔以及E端面。(2)延续上一流程的施工工艺,对夹头、外圆进行车工。(3)利用全外包软爪对夹头进行包围式处理,并对![]() 外圆、
外圆、![]() 外圆进行精车工。(4)平头磨:对K端面进行精细化打磨,并按照要求将其控制在一定的范围内,将基准从E面转移到K面,通过这种方式能够为后续的数控铣加工环节打下一定的技术基础[2]。(5)数控铣:与原工作流程相同,均为加工螺纹底孔以及两个
外圆进行精车工。(4)平头磨:对K端面进行精细化打磨,并按照要求将其控制在一定的范围内,将基准从E面转移到K面,通过这种方式能够为后续的数控铣加工环节打下一定的技术基础[2]。(5)数控铣:与原工作流程相同,均为加工螺纹底孔以及两个![]() mm孔,但是在具体方法上,建议采用软件编程的方式,辅之以杆铣刀铣圆方法。(6)线切割。(7)去毛刺。
mm孔,但是在具体方法上,建议采用软件编程的方式,辅之以杆铣刀铣圆方法。(6)线切割。(7)去毛刺。
与传统零件加工工艺相比,优化后的工艺额外添加了一个平头磨工序,有助于保证整个零件在加工过程中能够保持相对良好的尺寸一致性。其次,在数控铣操作环节,笔者采用软件编程的方式帮助完成铣刀的预准备,解决了传统操作流程中铣刀准备困难的难题,通过这种方式极大的降低了刀具磨损的可能性以及对零件本身造成的误差扩大,有效提升了数控铣阶段零件的加工质量。再次,笔者在新阶段中添加了数控铣夹具,能够更好地满足切槽要求,以及控制好![]() 外圆尺寸。
外圆尺寸。
(二)工装夹具设计
本文所涉及的工装夹具设计主要包括以下三种:(1)车床外包夹具。将车好![]() mm孔以及经历过K端面打磨程序的零件装入其中,增加内撑垫环,将其放置于圆环
mm孔以及经历过K端面打磨程序的零件装入其中,增加内撑垫环,将其放置于圆环![]() mm孔内,并将E面与内撑垫环台阶端面考评贴紧。在使用过程中,技术人员应该确保E面、软爪端面等位置不存在空隙,否则会影响车工过程中的精密度,如果发现确实存在空隙现象,技术人员则需要用铜棒对空隙处进行敲击,在排除空隙问题之后,在完成E端面的精细车工。(2)数控铣夹具。将车好
mm孔内,并将E面与内撑垫环台阶端面考评贴紧。在使用过程中,技术人员应该确保E面、软爪端面等位置不存在空隙,否则会影响车工过程中的精密度,如果发现确实存在空隙现象,技术人员则需要用铜棒对空隙处进行敲击,在排除空隙问题之后,在完成E端面的精细车工。(2)数控铣夹具。将车好![]() mm孔以及经历过K端面打磨程序的零件装入其中,并依据
mm孔以及经历过K端面打磨程序的零件装入其中,并依据![]() mm孔进行定位,利用M12螺杆、压板对夹具本身进行固定,在确定夹具固定完成之后,工作人员即可对零件进行加工[3]。(3)线切割夹具。将车好
mm孔进行定位,利用M12螺杆、压板对夹具本身进行固定,在确定夹具固定完成之后,工作人员即可对零件进行加工[3]。(3)线切割夹具。将车好![]() mm孔以及经历过K端面打磨程序的零件装入其中,并依据
mm孔以及经历过K端面打磨程序的零件装入其中,并依据![]() ,并用M8螺杆对其进行固定,在固定工作完成之后,该流程的工人只需要按照确定好的程序进行自动化操作即可在短时间内完成本工序流程,并保证零件加工的最终质量。
,并用M8螺杆对其进行固定,在固定工作完成之后,该流程的工人只需要按照确定好的程序进行自动化操作即可在短时间内完成本工序流程,并保证零件加工的最终质量。
结论:纵观全文,我单位加工的某型圆环在生产加工实践中存在外观尺寸变形、零件尺寸一致性较差、圆孔中心找正精度不高、对于施工人员技术水平要求相对较高等缺点。针对这种情况,笔者从工艺流程方面进行了一定改进,主要包括统一工艺基准、调整尺寸公差、增加保护流程、安排自然时效、增加磨工工序、优化铣孔方法、简化找正过程。其次,新的工艺流程中对线切割夹具进行了优化与更新,在原来的基础上进一步简化了找正过程,并加大了编程程序在工序中的作用,极大了降低了整套加工程序的操作难度,对于工人技术水平的要求明显降低,不仅有效提升了整个某型圆环的精细加工质量,同时也提升了施工效率。希望本文的研究内容能够为该零件以及类型零件的加工设计提供一定的理论指导与技术支持。
参考文献:
[1] 黄通柱、雷永旭、王瑞林、门正兴、岳太文、马亚鑫. TA7钛合金环形件锻造工艺优化及全流程精细化控制[J]. 锻造与冲压, 2020(23):4.
[2] 王巍, 王诚鑫, 丛玮辰,等. 基于工艺优化的机身壁板自动钻铆预装配柔性工装设计[J]. 2020.
[3] 巫欣. B公司模具管理流程优化与系统设计. 中国矿业大学, 2020.
作者简介:韩庆友(1969.12-),男,汉族,四川南充,本科,主任工程师,广东省万和电气有限公司,528513。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



