宝钢湛江钢铁有限公司厚板厂,广东 湛江_524000
摘 要:2018年厚板产品市场回暖,为提高生产产品的市场竞争力,湛江钢铁厚板4200mm产线快速响应市场,提高生产产量;然而,因受设备状况的影响,为保护设备安全,需对粗轧机负荷进行限制。本文主要从模型预计算公式、负荷受限前后轧制数据对比两个维度对粗轧机负荷受限的影响因素进行分析,并根据数据分析结果提出对策、调整轧制策略、提高生产产量。
关键词:粗轧机;负荷受限;轧制节奏;粗轧道次;出炉温度
1.模型计算公式分析
1.1 压下量公式分析
1 压下量即绝对变形量:钢板入口厚度和出口厚度之差,公式为:
![]() (公式1)
(公式1)
式中![]() 为入口厚度、
为入口厚度、![]() 为出口厚度。
为出口厚度。
通过压下量理论公式分析,入口厚度一定,限制压下量的影响是出口厚度,压下量越小则出口厚度越大;在规定的移交厚度情况下,压下量的减少相应就体现为轧制道次数量增多、因此轧制节奏时间变长、钢板温度损失增大等状况。
1.2 咬钢速度、加速度公式分析
1 根据轧制的梯形速度图,轧制道次的纯轧时间:
 (公式2)
(公式2)
式中![]() 为轧制恒定速度、
为轧制恒定速度、![]() 为咬钢速度、
为咬钢速度、![]() 为抛钢速度、
为抛钢速度、![]() 为加速度、
为加速度、![]() 为减速度、
为减速度、![]() 为道次轧后长度、
为道次轧后长度、![]() 工作辊直径。
工作辊直径。
通过轧制道次的纯轧时间理论公式分析,限制咬钢速度与加速度的影响为轧制道次纯轧时间,咬钢速度越小、加速度越小、道次纯轧时间越长;在相同条件下,轧制道次的纯轧时间变长会导致轧制节奏时间变长、钢板温度损失增大等一系列状况。
1.3 扭矩公式分析
1 在模型计算中,扭矩公式为:
![]() (公式3)
(公式3)
式中![]() 为轧制力、
为轧制力、![]() 为力臂比、
为力臂比、![]() 为工作辊半径、
为工作辊半径、![]() 为入口厚度、
为入口厚度、![]() 为出口厚度;
为出口厚度;
2 轧制力通过轧制力模型进行计算,并由短期和长期修正系数进行修正。轧制力的计算公式为:
![]() (公式4)
(公式4)
式中![]() 为单位变形抗力,由钢板的屈服强度乘以一个修正函数来计算;
为单位变形抗力,由钢板的屈服强度乘以一个修正函数来计算;![]() 为接触面积;
为接触面积;
接触面积的计算公式为:
![]() (公式5)
(公式5)
式中![]() 为工作辊半径、
为工作辊半径、![]() 为入口厚度、
为入口厚度、![]() 为出口厚度,
为出口厚度,![]() 为钢板宽度;
为钢板宽度;
3 力臂比的计算公式为:
 (公式6)
(公式6)
式中![]() 为力臂、
为力臂、![]() 为工作辊半径、
为工作辊半径、![]() 为入口厚度、
为入口厚度、![]() 为出口厚度;
为出口厚度;
4 由上述公式,得出扭矩的模型计算公式为:
![]() (公式7)
(公式7)
式中![]() 为力臂、
为力臂、![]() 为钢板宽度、
为钢板宽度、![]() 为单位变形抗力、
为单位变形抗力、![]() 为工作辊半径、
为工作辊半径、![]() 为入口厚度、
为入口厚度、![]() 为出口厚度;
为出口厚度;
1.4 公式分析总结
通过以上的理论公式分析,粗轧机负荷受限对生产过程的影响主要因素为:粗轧轧制道次数量、粗轧轧制道次纯轧时间、展宽阶段钢板宽度、钢板温度;对于减少粗轧负荷受限的影响,可以通过“粗轧轧制道次数量、粗轧轧制道次纯轧时间、展宽阶段钢板宽度、钢板温度”几个因素为突破点进行调整。
2.轧制数据分析
2.1 负荷受限前后大数据分析
2.1.1 负荷受限前后出炉平均温度
通过表1数据对比,负荷受限对出炉平均温度的影响主要为加热炉出炉平均温度普遍升高,由于在负荷受限的影响下,轧制过程温降较快,因此、为保证粗轧轧制的稳定性,加热炉提高出炉平均温度,即温度上的影响为粗轧轧制稳定性以及加热能耗上升。
表_1 粗轧机负荷受限前、后轧制的出炉平均温度统计表
品种规格 | 负荷受限前出炉平均温度/℃ | 负荷受限后出炉平均温度/℃ |
1 | 1068.95 | 1074.78 |
2 | 1076.46 | 1080.30 |
3 | 1111.75 | 1126.42 |
4 | 1140.22 | 1139.35 |
5 | 1149.78 | 1155.04 |
6 | 1163.11 | 1175.00 |
7 | 1196.92 | 1203.84 |
2.1.2 负荷受限前后轧制节奏
通过表2数据对比,负荷受限对轧制节奏的影响主要为总平均轧制节奏延长了11.25s、其中展宽比Bi≦1.3的钢板节奏延长9.2s、展宽比Bi>1.3时间延长9.6s、薄板时间延长21.5s以及L485M、Q550CFD、Q690CFD品种钢轧制节奏也大约延迟了10s。
表_2 粗轧机负荷受限前、后轧制节奏统计表
节奏项目 | 负荷受限前轧制节奏/s | 负荷受限后轧制节奏/s |
总平均轧制节奏 | 171 | 182.25 |
展宽比Bi≦1.3 | 171 | 180.2 |
展宽比Bi>1.3 | 179 | 188.6 |
h≦9mm | 167.5 | 189 |
L485M | 174.5 | 182 |
Q550CFD | 172 | 182 |
Q690CFD | 172 | 189 |
X70M | 180 | 182 |
2.1.3 负荷受限前后轧制道次
从图1负荷受限前粗轧机道次数正态分布图可以看出,粗轧机负荷受限前道次数量均值8.4,粗轧控制以8道次为主,配合大单重钢板是以10道次控制,极少出现12或以上道次;在粗轧负荷受限后,从图2负荷受限后粗轧机道次数正态分布图可以看出,粗轧负荷受限后道次数量均值9.4,粗轧平均道次增加了1道,8道次控制的比例变少,主要以10道次控制为主,说明粗轧阶段在负荷受限的影响下已经增加了2个道次。

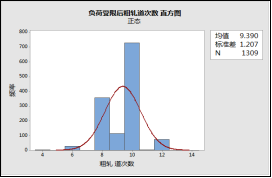
图 1 负荷受限前粗轧机道次数正态分布图 图 2 负荷受限后粗轧机道次数正态分布图
2.2 负荷受限前后具体轧制数据
通过表3、表4对比可以看出,使用之前成熟的薄板轧制策略(移交厚度54mm),对薄板的影响较大,粗轧阶段增加了2个道次。
表_3 粗轧机负荷受限前薄板轧制道次分配表
道次 | 入口厚/mm | 出口厚/mm | 压下量/mm | 压下率 | 轧制力/t | 扭矩/t |
1 | 225 | 203.61 | 21.3 | 9.5% | 1233 | 849 |
2 | 203.61 | 186.36 | 17.2 | 8.4% | 1056 | 657 |
3 | 186.36 | 164 | 22.9 | 12.2% | 3018 | 1891 |
4 | 164 | 145.1 | 18.8 | 11.5% | 2790 | 1592 |
5 | 145.1 | 129.48 | 15.6 | 10.7% | 2573 | 1281 |
6 | 129.48 | 116.52 | 12.9 | 10.0% | 2480 | 882 |
7 | 116.52 | 82.15 | 36.1 | 30.5% | 3041 | 2310 |
8 | 82.15 | 54 | 28.1 | 34.2% | 2178 | 3420 |
表_4 粗轧机负荷受限后薄板轧制道次分配表
道次 | 入口厚/mm | 出口厚/mm | 压下量/mm | 压下率 | 轧制力/t | 扭矩/t |
1 | 225 | 213.19 | 11.8 | 5.2% | 1093 | 617 |
2 | 213.19 | 204.14 | 9 | 4.2% | 990 | 421 |
3 | 204.14 | 181.17 | 23.7 | 11.5% | 2839 | 1921 |
4 | 181.17 | 158.53 | 22.6 | 12.4% | 2795 | 1804 |
5 | 158.53 | 139.73 | 18.8 | 11.8% | 2638 | 1488 |
6 | 139.73 | 124.14 | 15.5 | 11.1% | 2510 | 1129 |
7 | 124.14 | 101.46 | 23.7 | 18.9% | 2628 | 1666 |
8 | 101.46 | 81.57 | 19.8 | 19.6% | 2662 | 1507 |
9 | 81.57 | 66 | 15.5 | 19% | 2558 | 1239 |
10 | 66 | 54 | 12 | 18.1% | 2471 | 1057 |
3.应对措施及提升
3.1 应对措施
1)对于薄板,合理优化粗、精轧轧制道次,通过优化粗轧机移交厚度的方法,来平衡粗轧机、精轧机的道次匹配,减少粗轧道次数。举例:对于8mm薄板,粗轧移交厚度可以放至90mm,对于控轧3T的18mm钢板,由于粗轧机延伸道次较多,负荷受限前是采取精轧机带2个道次轧制,即移交厚度75-80mm,针对次该情况精轧机可以带4个道次,移交厚度适当抬高至100mm左右。
2)提高板坯出炉平均温度,加热炉通过控制板坯出炉温度,减少负荷受限对粗轧阶段的影响,即减小钢板轧制过程单位变形抗力,保证粗轧阶段轧制过程的稳定性,保证设备稳定与安全。
3.2 提升效果
3.2.1 轧制节奏提升效果
通过对比在负荷受限以及轧制策略调整后的轧制节奏时间,可以看出轧制策略调整后轧制节奏时间有所减少。
表_5 粗轧机负荷受限及策略调整后节奏统计表
节奏项目 | 负荷受限轧制节奏/s | 策略调整后轧制节奏/s |
总平均轧制节奏 | 182.5 | 173 |
展宽比Bi≦1.3 | 180.2 | 175 |
h≦9mm | 189 | 180 |
3.2.2 薄板提升效果
通过对比薄板在负荷受限以及轧制策略调整后的粗轧阶段轧制道次表,可以明显的看出粗轧移交厚度修改后粗轧道次数有所减少。表6是负荷受限后的薄板粗轧阶段轧制道次表;表7是轧制策略调整后的薄板粗轧阶段轧制道次表。
表_6 负荷受限后的薄板粗轧阶段轧制道次表
道次 | 入口厚/mm | 出口厚/mm | 压下量/mm | 压下率 | 轧制力/t | 扭矩/t |
1 | 225 | 213.19 | 11.8 | 5.2% | 1093 | 617 |
2 | 213.19 | 204.14 | 9 | 4.2% | 990 | 421 |
3 | 204.14 | 181.17 | 23.7 | 11.5% | 2839 | 1921 |
4 | 181.17 | 158.53 | 22.6 | 12.4% | 2795 | 1804 |
5 | 158.53 | 139.73 | 18.8 | 11.8% | 2638 | 1488 |
6 | 139.73 | 124.14 | 15.5 | 11.1% | 2510 | 1129 |
7 | 124.14 | 101.46 | 23.7 | 18.9% | 2628 | 1666 |
8 | 101.46 | 81.57 | 19.8 | 19.6% | 2662 | 1507 |
9 | 81.57 | 66 | 15.5 | 19% | 2558 | 1239 |
10 | 66 | 54 | 12 | 18.1% | 2471 | 1057 |
表_7 轧制策略调整后的薄板粗轧阶段轧制道次表
道次 | 入口厚/mm | 出口厚/mm | 压下量/mm | 压下率 | 轧制力/t | 扭矩/t |
1 | 225 | 213.19 | 11.8 | 5.2% | 934 | 529 |
2 | 213.19 | 204.18 | 9 | 4.2% | 844 | 366 |
3 | 204.18 | 181.89 | 23 | 11.2% | 2694 | 1727 |
4 | 181.89 | 162.75 | 19.1 | 10.5% | 2392 | 1438 |
5 | 162.75 | 146.79 | 15.9 | 9.8% | 2150 | 1189 |
6 | 146.79 | 133.48 | 13.3 | 9.0% | 2035 | 790 |
7 | 133.48 | 111.29 | 23.7 | 17.5% | 1803 | 1172 |
8 | 111.29 | 90 | 21.2 | 19.1% | 1931 | 1170 |
3.2.3 轧制道次提升效果
a)粗轧总轧制道次提升效果
由图3、图4可以明显的看出粗轧调整轧制策略后主要轧制道次由10道变成8道,粗轧轧制道次数量均值由9.3减少到8.9,说明轧制策略调整后粗轧道次有所减少,策略调整效果良好。

图 3 负荷受限后粗轧机道次数正态分布图 图 4 去除成型道次后粗轧机道次数正态分布图
b)展宽比Bi≦1.3钢种粗轧轧制道次提升效果
由图5、图6可以看出去除成型道次后,负荷受限影响的粗轧10道次控制减少,粗轧道次均值由8.9减到8.2,去除展宽比Bi≦1.3成型道次效果良好。


图 5 负荷受限展宽比Bi≦1.3粗轧道次正态分布图 图 6 去除Bi≦1.3成型道次后粗轧道次正态分布图
4.结论
1)提高板坯出炉平均温度,可以减少温降对粗轧阶段的影响,保证轧制稳定性,保护设备安全。
2)在粗轧机负荷受限的条件下轧制薄板时,通过优化粗轧机移交厚度的方法,可以减少粗轧阶段轧制道次,提高轧制节奏。
3)对于轧宽比Bi≦1.3钢种,通过去除成型道次,可以减少粗轧展宽阶段钢板宽度,减少扭矩受限对生产产能的影响。
4)通过理论与实际相结合,可以寻求新的方法解决现场瓶颈,实现新的突破。
参考文献
[1] 赵振甫.4300mm轧机规程计算与优化及控制系统设计[D].沈阳:东北大学,2012.19-24.
[2] 矫志杰.中厚板轧机过程控制系统的开发和应用研究[D].沈阳:东北大学,2004.1-133.
[3] 梁国平.关于轧机的最佳负荷分配问题[J].钢铁,1980.15(1):42-48.
[4] 矫志杰.中厚板轧机过程控制系统的开发和应用研究[D].沈阳:东北大学,2004.1-133.
[5] 薛嘉庆.最优化原理与方法[M].北京:冶金工业出版社,2012.21-62.
[6] 杨节.轧制过程数学模型[M].北京:冶金工业出版社,1982.35-94.
[7] 吴国良,王国栋等.板带轧制理论与实践[M].北京:中国铁道出版社,1989,69-83.
[8] 周国林,周炎民.宽厚板轧机轧制薄规格钢板的工艺研究[J].轧钢,2009.(1):66-68.
[9] 秦港.道次冻结功能在薄规格宽厚板生产中的应用[J].中国冶金,2012.(11):3-52.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



