(中石化第十建设有限公司 山东青岛 266555)
摘要
压缩机作为EVA装置中的关键设备,其安装工作是EVA装置建设工程中的关键路线之一;因此压缩机的安装工作对于整个工程的工期计划、装置中交投产有着非常重要的影响。
本文以中科合资广东炼化一体化项目10万吨/年EVA装置的一次压缩机C-1201安装工作为例,介绍压缩机机械部分的安装工艺、使用的主要机具、关键工序的控制等内容;希望能够对类似工程提供参考经验。
关键词:压缩机;安装;施工工序
1 概述
EVA装置压缩机C-1201安装精度要求高,是工程施工的难点、重点之一。C-1201压缩机包括机组本体、电机、油系统等附属设备。
2 主要施工程序
压缩机安装主要施工步骤如下:
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
3 施工方法及技术要求
3.1 基础验收及处理
3.1.1按照制造商提供的设备尺寸图纸和基础图纸对压缩机的主机、电机、附属设备基础进行检查。
3.1.2基础表面以及地脚螺栓孔必须清洁且应绝对无残余物质,如油、木屑和塑料片等。混凝土灌浆之前,必须清除地脚螺栓孔内的残留物。
3.1.3基础处理:设备调整螺丝基础板及垫铁放置处周边50mm内的基础表面要铲平整,水平度误差要求达小于2mm/m,以保证基础板、垫铁与基础接触密实。设备就位前,需灌浆的基础表面应凿去20mm的疏松层。
3.2底座的安装与校正
3.2.1将校平螺钉置于地脚螺栓孔之间。
3.2.2将地脚螺栓置于孔中,四周用纸板或密封材料填塞于底座螺栓孔内,便于以后调整底座。
3.2.3曲轴箱底座、支撑板以及VIBRACON®SM部件(振动锥)之间的距离通过临时管进行调整,确保临时螺母1的高度与地脚螺栓螺母处于同等高度位置。

图3.2.3
3.2.4用3根[10槽钢将其卡在底座上,如图3.2.4所示。这样可以保证底座的距离和角度与曲轴箱一致。


图3.2.4
3.2.5按基础图将底座水平排列成行放置好。
3.2.6校正压缩机曲轴箱底板,使其纵横中心线位移和标高的允许偏差为±2mm,同时通过校正螺栓来调整曲轴箱底板的水平度,允许偏差不大于0.2mm/m。
3.2.7确保所有校平螺钉都均匀承载。用手锤直接轻敲校平螺钉进行逐个检查。
3.2.8小心控制保持已经校正的底座和地脚螺栓。
3.2.0确保地脚螺栓被底座固定至正确位置。灌浆时地脚螺栓不得偏移。
3.3曲轴箱及压缩机的安装
将曲轴箱置于置于VIBRACON ®SM部件上(可自校正,高度调整及可角度调整的楔块)
3.3.1 VIBRACON ®SM部件的安装程序如下:
(1)VIBRACON ®SM部件的底环区应全部放置于基础上
(2)检查与VIBRACON ®SM部件的螺纹和球形层面是否用油脂润滑过。
(3)检查VIBRACON ®SM部件是否与螺栓孔同心。
(4)尽可能精确地校平VIBRACON ®SM部件。
(5)曲轴箱的校正
a、用水平仪精确的纵向、水平交叉以及对角成线的校平曲轴箱。将水平仪置于曲轴箱的机加工面上,其水平度不得超过0.2mm/m。
b、校正机器的同时,一定要记住在目标校正值上再增加0.10mm,因为在紧固基础螺栓的同时VIBRACON ®SM部件的高度会有所下降。
(6)拧紧地脚螺栓。
(7)地脚螺栓拧紧后应重新检查校正值并检查是否有“软支脚”现象。
3.3.2地脚螺栓的拧紧
(1)在混凝土养护期后或在混凝土面能承受至少40N/mm2的压力后,才能拧紧锚固螺栓。
(2)拧松锚固螺栓的螺母并检查压缩机是否平稳。
(3)在锚固螺栓的螺纹、定位螺栓和螺母面上涂抹油脂。
(4)用手牢固拧紧螺母。
(5)从曲轴箱的中间开始,然后水平交叉拧紧螺母。
3.3.3曲轴箱的二次调节
在拧紧地脚螺栓时在曲轴箱加工面上放置水平仪,如水平发生变换就必需进行二次校正。
(1)拧松地脚螺栓螺母。
(2)提升曲轴箱(用液压千斤顶)。
(3)对VIBRACON ®SM部件进行相应地调节。
(4)拧紧地脚螺栓。
(5)再次检查水平面,如必要,再次重复此程序。
3.3.4 压缩机的组装
(1)汽缸的安装。
a、在曲轴箱上装配螺栓。
b、吊装包括定距片在内的汽缸装置。
c、在定距块的底部装配O形环。
d、在螺栓螺纹上涂抹油脂。
e、将汽缸/定距块小心地固定至曲轴箱上。
f、用水平仪校正汽缸/定距块。
g、拧紧螺栓。
(2)安装汽缸支架(汽缸支架组装图,图3.3.4-1)
为了能使汽缸在安装过程中始终保持水平位置,应校正并用临时支撑该汽缸。


图3.3.4-1
a、先将地脚螺栓(4)和底座(8)放置于基础上。
b、将汽缸支架(3)装配至汽缸(1)上,拧入螺栓(2)。
c、用临时支架调节汽缸,如图3.3.4-2。


图3.3.4-2
d、在基础螺栓的两端插入调整垫片(7)并拧紧固定螺栓(6)。
e、进行基础螺栓(4)和底座(8)的灌浆。
f、在螺栓螺纹和摩擦面上涂抹油脂。
g、灌浆养护期结束后拧紧基础螺栓。
h、灌浆养护期结束后检查汽缸的校正。
i、拧紧基础螺栓。
j、重新检查汽缸的校正,如必要,重复此程序。
3.4 电机的安装
C-1201压缩机电机为同步电机,且仅有一个外侧支承轴承,在联轴节侧无转子支撑轴承,而是通过刚性联轴节由压缩机轴承固定,联轴器侧转子需用临时支撑固定。由于电机直接刚性连接到压缩机上。必须非常小心、精确地进行两台机器的校正。目的是连接曲轴和电机轴,使无论哪一台机器都不会产生应力;均匀分布轴向间隙,使两个轴都能达到自由热膨胀的目的。为了使电机能够二次校正需在底座和电机的支架面之间,根据需要,插入薄不锈钢调整垫片以便进行调整;这些垫片的厚度约为3mm。
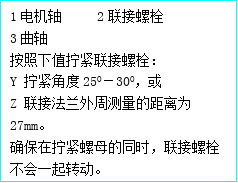
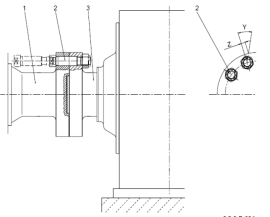
图3.4
3.4.1通过增减电机底座和底板间的薄垫板调整定子与转子间的气隙,检查电机外侧轴承的装配间隙,并调整定子转子磁性轴线重合;定子与转子气隙值、轴承装配间隙值,按制造厂现场代表要求调整。
3.4.2联轴器的对中与连接
(1)采用“三表”找正法,进行联轴器的对中,找正时百分表固定在压缩机半联轴器上,百分表触头与电机半联轴器外缘和端面接触,将百分表调整零后轻轻转动曲轴,调整0。、90。、180。、270。四个方位上的百分表读数,直到电机轴与压缩机轴同心为止。两机组主机、电机同心度要求由制造商专家现场确定;
(2)用随机所供的辅助螺栓将两联轴器均匀紧固到一起,复测同心度后,取下一条螺栓,用随机提供的专用铰刀加工联轴器螺栓孔,将孔修整到装配要求后,装配联轴器正式螺栓,并按规定的扭转角紧固,随后按图3.4.1顺序拧紧其它螺栓。
(3)关于机轴,应小心校正电机机轴。径向和端面跳动允差不得超过0.04mm。
(4)测量传动端的曲轴偏转。
a、测量曲轴偏转的目的:避免曲轴出现不可避免的偏转、曲轴轴承过载和振动。
b、步骤:始终将百分表(1)置于曲柄端的同一位置(Y);曲轴必须由其轴承正确支撑(用塞尺进行检查);联接杆必须断接;用百分表测量,精度范围在0.01mm内;
3.5 传动机构零部件的装配
3.5.1彻底清洗曲轴箱内部,安装内部的油管。
3.5.2用煤油将曲轴及轴承清洗干净后,对油孔用压缩空气进行吹扫,并用涂色法检查曲轴轴承与轴承座的接触情况,并用塞尺根据装配图检查压缩机轴承的开度;
3.5.3轴承和曲轴的安装应同时进行并密切配合,曲轴吊装就位后分别在曲轴轴颈与轴的中间位置上用水平仪测量水平度,根据所测量数据在360。内反复盘车检查、调整主轴与轴承内贴合程度及间隙值,曲轴与主轴承及曲柄销与轴承间的间隙值用塞尺和压铅法测量。
3.5.4检查压缩机曲轴箱内部的十字头滑向板、横向导板,以曲轴箱为基准检查调整其水平度,用专用量具在十字头滑块和基准板间调整高度间隙,同时检查横向间隙。
参考文献:
《化工机器安装工程施工及验收规范(中小型活塞式压缩机)》HG/T20206-2017
《化工机器安装施工及验收规范(通用规定)》 HG/T20203-2017
《风机、压缩机、泵安装工程施工及验收规范》 GB50275-2010
《机械设备安装工程施工及验收通用规范》 GB50231-2009
《石油化工机器设备安装工程施工及验收通用规范》 SH/T3538-2017

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



