贵州盘江矿山机械有限公司,贵州省盘州市 553537
摘 要:针对矿用中空注浆矿用锚索索体的焊接问题研究,对焊接工艺进行优化设计,并采用实际试验的方式进行验证,试验通过调节自动焊接机的电流、时长等焊接参数,并配合使用自制焊接辅助胎具,以实现锚索索体焊接过程的规范化,标准化,保障焊接质量。试验结果表明:采用优化后的焊接工艺进行焊接出的锚索满足其执行的相应标准,焊接过程简单,焊接效率较之前大幅提升,并保证了焊接质量稳定可靠。
关键词:锚索;焊接工艺;焊接胎具;实例分析
引言
煤矿行业中,随着开采深度的增加,巷道围岩的“挤、压、鼓”现象将更为严重,巷道围岩的变形与支架上承受的压力都将增加,岩层受重力而变形。矿用注浆锚索的出现和推广使用有效的解决上述问题,创新矿山支护模式,降低支护成本,确保矿山安全生产。注浆锚索现已在全国多家煤矿进行推广使用,发展前景广阔。注浆锚索的生产加工成为各公司关注的优质实体项目。
注浆锚索的生产过程采用自动化生产,生产线设备主要有自动化数控焊接机、成型机和自动切丝机组成,通过自动化切丝机进行钢丝原料的定尺切割,自动化数控焊接机实现注浆锚索两端的自动焊接,成型机安全有效的进行注浆锚索成型工作。焊接工艺过程对注浆锚索的生产质量起到至关重要的影响,对焊接工艺进行优化设计,使得注浆锚索杆体的焊接质量得以保证,焊接效率得以提升。
1、锚索结构及特点
1)注浆锚索采用中空结构,中空管兼做注浆管,索体由钢丝、注浆芯管组成。通过对普通锚索索体增加注浆芯管和改进锚索锚具结构,实现了树脂锚固、锚索预紧和中空管注浆一体化。具体注浆锚索结构如图1所示。
2)锚索尾部可用锚具预紧施加预应力,安装后立即承载,对于松软岩层和自稳能力差的顶板岩层是非常有利和必要的。
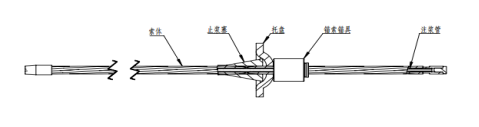
图1 注浆锚索结构示意图
3)钢绞线采用预应力螺旋肋加工,其锚固强度、载荷传递特性比光面钢绞线有大幅度的提高。对比试验表明采用高强度预应力螺旋肋钢丝制造锚索比相同直径的光面钢绞线截割成的锚索锚固力提高一倍以上。
4)注浆采用反向注浆方式,保证浆液充满钻孔,注浆工艺简便;且钢绞线满足高压注浆的要求,可以实现注浆结合。
2、锚索焊接工艺
2.1自动焊接机参数设置
自动焊接机的参数对注浆锚索的焊接质量好坏起决定性作用,通过对焊接电流、送丝速度、焊接时长,焊缝长度等参数的调整来保证焊接质量。通过多次调整,分析对比焊后质量得出合适的焊接电流及焊接单条焊缝时长,使得焊接出的锚索焊缝外观均匀,焊接处抗拉强度符合标准。

自动焊接机
2.2辅助焊接胎具设计
以往在自动焊接机夹具进行焊接的情况下,8股钢绞线位置未均匀分布,焊接位置偏移,使锚索存在使用过程中安装困难,焊接处断裂等问题,需要人工补焊打磨。为保证焊接后注浆锚索焊接位置尺寸准确,无焊缝漏焊、焊缝不均匀等缺陷,特设计焊接辅助胎具(如图2所示),本款焊接胎具根据注浆锚索实际需要尺寸进行设计,焊接时与锚索索体焊接端套合,锚索8股钢绞线可与胎具准确配合,保证焊接后锚索各钢绞线之间均匀分布,公称直径满足标准尺寸(如图3所示)。本款锚索焊接胎具的使用保证了焊接质量,自动焊接产品合格率由80%提高到95%,减少了人工补焊打磨,极大提高了生产效率。这款胎具采用线切割进行加工制作,保证胎具的尺寸精度,减少加工误差。
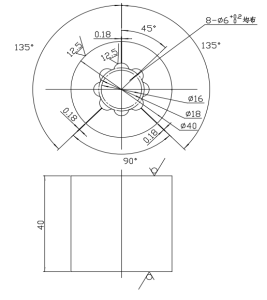
图2 锚索焊接胎具

图3 成品展示图
3、结语
本文就注浆锚索焊接工艺研究进行论述,注浆锚索索体焊接采用自动焊接,优化了自动焊接机参数后,得到满足标准的焊缝,保障了焊缝质量;设计辅助焊接胎具对锚索索体进行准确定位,组成索体的8股钢绞线按要求均匀排布,使得焊机能精准焊接每股钢绞线。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



