中车青岛四方机车车辆股份有限公司 山东省青岛市 266000
摘要:本文分析了动车组覆膜间壁结构,并对现阶段间壁表面装饰膜修复的工艺要求及施工现状进行分析,查找装饰膜修复时存在的影响旅客界面美观的质量问题。针对发现的问题进行工艺优化,大幅度降低覆膜时存在的表面不平整、新旧装饰膜色差明显等质量问题,从而提高旅客界面系统施工质量。
关键词:动车组 间壁 覆膜 装饰膜 旅客界面 修复 工艺优化;
1 引言
覆膜间壁是动车组内装配件的一个重要组成部分,车辆运行过程中经过自然环境及人为因素的影响,动车组间壁上普遍存在大小深浅不等的碰划伤及凹坑,现车修复后往往存在新旧装饰膜色差明显、接口处不平整等影响美观的旅客界面质量问题。本文通过对现车数据统计分析,有针对性的对现阶段工艺方法进行优化改善,提升旅客界面施工质量,达到降本增效的目的,提高客户满意度。
2 覆膜间壁现状分析
动车组覆膜间壁包括内端间壁、外端间壁、配电柜间壁、大件行李室间壁、盒子间间壁、备品室间壁、垃圾室间壁、开水炉室间壁、厨房外侧间壁、多功能室间壁、乘务员室间壁、监控室间壁、配电室间壁等。覆膜间壁主要由框架、芯材、表板、背板及装饰膜构成,其结构形式如图1、图2所示。覆膜间壁装饰膜在车辆运行过程中经历了自然环境因素及人为因素的影响,往往存在装饰膜脏污、破损、碰划伤、凹坑等影响美观的质量问题。按照既有的检修要求,检修完成后往往存在新旧装饰膜色差明显、新旧装饰膜接口处不平整等影响美观的旅客界面质量问题。
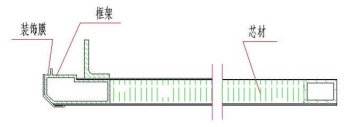
图1 内端间壁结构图(俯视图)

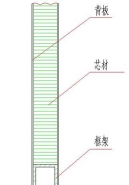
图2 内端间壁结构图(侧视图)
3 影响装饰膜覆膜质量原因分析
针对现车质量问题分析梳理,发现主要原因为两项,一是施工工艺要求不完善,工艺要求在工具的选用、装饰膜的修复及后期处理过程中有待完善,应当采用合适的工具来避免间壁基材及装饰膜损伤,同时在覆膜过程中最大程度上发挥装饰膜背胶的粘接性能,保证粘其接性长久可靠;二是旧装饰膜磨损、老化,与新装饰膜存在明显色差问题为主要原因,因此要减少装饰膜修补部位的数量,同时需要对色差问题进行重点攻关改善,提升旅客界面美观度。
4 装饰膜修复工艺优化
从以上结论不难看出,覆膜作业中出现的问题主要集中在施工工具优化、施工过程优化及装饰膜表面后期处理优化三个方面。
4.1 施工工具优化
4.1.1 解决间壁表板基材损伤问题
采用壁纸刀截取装饰膜时力度控制难度大,力度小不能将装饰膜完全割开,力度大就会割伤间壁表板基材,表板基材被割伤是导致覆膜后接缝处出现不平整和翘边问题的主要原因。因此,需选用一种新型工具,不仅具有良好的切割性能,易于操作,且在切割过程中不会对表板基材造成损伤或只造成极其轻微的损伤。通过对常见工具的试用,发现滚轮刀这种工具能够满足上述要求。滚轮刀刀片为标准圆形,可以防止被切割物因太柔软而堆积在一起,并且使用时操作者无需跟随手柄倾斜,方便操作,不易遮挡视线。滚轮刀上带有环形护板,在不使用时可以将护板推出,可以起到保护刀刃的作用,防止误伤操作者。特殊情况下,环形护板在施工过程中可以部分推出,通过调节旋钮在合适的位置进行锁紧,起到限位的作用,调节刀片的伸出长度。在覆膜间壁上分别使用壁纸刀和滚轮刀裁切装饰膜进行对比试验,切割完后揭开装饰膜,对比两种工具对间壁表板基材的造成的损伤程度,发现采用滚轮刀裁切后对间壁表板基材的损伤程度明显的弱于壁纸刀裁切后的损伤程度,滚轮刀裁切后间壁表板基材上的切痕非常细微,而壁纸刀裁切后的划痕较深。
4.1.2 改进覆膜作业时装饰膜气孔处理方式
大面积覆膜时可能会出现气泡,现有的施工工艺要求是用壁纸刀轻轻捅破气孔处,使空气流出,再用刮片刮平。使用壁纸刀切开气泡时,若力度掌握不匀,极易割伤装饰膜,导致装饰膜出现切口,切口处进入灰尘后易导致翘起等质量问,影响美观。为不伤及装饰膜,采用针扎破装饰膜气泡的方法。经过验证,使用针处理装饰膜气泡问题,可以快速的放出气泡内部空气,防止误伤到装饰膜,也不会在装饰膜上留下痕迹,保证覆膜后平整、美观。
4.2 施工工艺优化
间壁覆膜后,装饰膜会出现鼓泡、边缘翘边的质量问题,考虑到可以通过增强装饰膜的粘接性能来解决此问题。装饰膜自带背胶,无须刷胶处理,只能进一步增强其在间壁上的粘着力。3M底涂剂是一种淡褐色透明液体,它和空气中的水分子作用,可以产生高粘接力,并具有抗高温能力,可以起到极好的粘接效果。因此,在将间壁表板表面处理平整、干净、干燥后,在间壁表板覆膜区域上均匀涂抹一层3M底涂剂,继而进行覆膜,可以更大程度上发挥装饰膜背胶的粘性。经过对比试验,采用此方式可以有效提高装饰膜的粘接性能,保证其粘接性长久可靠,不易出现装饰膜鼓泡、边缘翘边的质量问题。
4.3 覆膜后色差问题后期处理
旧装饰膜磨损、老化,与新装饰膜存在明显色差,严重影响着旅客界面的美观。因此,需要对覆膜作业后的装饰膜进行后期处理,以此大幅度降低新、旧装饰膜存在的色差问题,提升旅客界面美观。根据多次试验验证,最终确定选取百洁布对装饰膜覆膜区域进行打磨,继而使用中性清洗剂对整个覆膜区域及其周边进行清洗,百洁布可以破坏装饰膜表面的涂层,使其光泽度接近于旧装饰膜光泽度,中性清洗剂对装饰膜的清洁效果可进一步降低新、旧装饰膜间的色差。待装饰膜表面干燥后进行观察,以此种方式对装饰膜处理后效果明显,接缝处不易辨别,色差问题不再明显,可有效解决目前存在的色差、接缝明显问题,亦可以使用抛光蜡对表面进行再次处理,效果更为明显。
5 实施验证
考虑到时间、环境等外在客观因素对装饰膜覆膜质量的影响,为了验证工艺优化后的实施效果,采取了以下的验证措施:
Ⅰ 将间壁的覆膜区域置于水中45分钟,验证新覆装饰膜在潮湿环境是否会出现开胶、翘边、脱落等现象。经验证,覆膜区域状态良好,未受到影响。
Ⅱ 使用加热装置将覆膜区域加热至40℃~60℃,反复10次。验证新覆装饰膜在较高温环境下是否会出现开胶、翘边、脱落现象。经验证,覆膜区域状态良好,未受到影响。
Ⅲ 装饰膜修复后,将覆膜间壁放置在室内常温环境中6个月,取回后使用强光手电对新覆膜区域进行不同角度的目视化检查。经验证,覆膜区域状态良好,无明显色差问题。
6 结论
经过对施工工具、工艺流程及后期处理方式的工艺优化,可以有效解决覆膜作业产生的新旧装饰膜色差明显、新旧装饰膜接口处不平整等影响美观的旅客界面质量问题。同时,在不考虑成本控制时,可在处理完成后使用抛光蜡对表面再次处理,处理完后的效果将更为显著。
参考文献:
[1] 刘天赋; 李莉; 林君山;250km/h卧车动车组间壁T形单元和弹性组件研发[J] ,计算机辅助工程 ,2011
[2] 赵坤,邹阳,张全国;动车组内装间壁检修[J],科技展望 ,2016

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



