湖南绿色再生资源有限公司,湖南长沙 410600
摘 要:本文主要针对家用空调底壳冰乙酸试验不合格的异常问题进行了研究,分析总结造成其不合格的各种原因,并一一验证,最终提供了解决方案。
关键词:空调;底壳;冰乙酸试验
Research and solution of Abnormal problems of unqualified bottom shell glacial acetic acid test
ZhuPeng Chen Chao Huang BiaoHuang Hongyan
(Hunan Green Resource Recycling Co.,Ltd. Changsha,Hunan 410600)
Abstract: This paper mainly studies the abnormal problem of the unqualified glacial acetic acid experiment of junyue pan 8525E model in Changsha base, analyzes and summarizes the various reasons for the unqualified, and verifies one by one, and finally provides a solution.
Key words:Pan;Glacial acetic acid experiment
1 引 言
冰乙酸试验用于检测普通ABS材料底壳应力,“普通ABS材料”是指ABS-121H、ABS-0215H对应的塑胶原料、色母添加料、拉粒料、回料、玻纤填充料(其它特殊添加改性料以及透明ABS料均不适用此判定标准)。它既可以作为单项试验,也可以作为一系列试验的组成部分。
对于分体挂壁式空调室内机的冰乙酸试验要求如下:
将冰乙酸溶液浸泡后的底壳取出,用自来水冲洗干净后在灯光下观察:
1、新开制的底壳模具试模或验收时,抽测取样零件放置24H后,按照实验步骤用冰乙酸浸泡,若3min内不开裂,则判定此底壳应力合格,否则判定为不合格。
2、批量生产的底壳模具,抽测取样零件放置2H后,按照实验步骤用冰乙酸浸泡,按如下条件进行判定和处理:
(1)若浸泡3min内不开裂,则判定为合格;
(2)若浸泡出现开裂、且开裂开始时间小于3min,需重新取样放置24H后再按照实验步骤重新做冰乙酸浸泡试验,重新取样数量要求≥2件。重新浸泡的底壳若有1件3min内不开裂,则判定此底壳应力合格;重新浸泡的底壳若均在3min内开裂,则此底壳应力判定为不合格。
2 冰乙酸试验不合格异常问题
2.1原因分析
2.1.1原料异常
(1)原料来料异常:原料本身强度达不到性能要求,在注塑成型后,其制品同样会出现结构强度不够的情况,造成开裂。
(2)色母比例添加过多导致的材料强度不合格。为使用纯ABS材料,不添加色母,在同样的工艺条件下生产样件再进行冰乙酸浸泡试验,排水孔同样出现开裂。图2.1为纯ABS材料底壳排水嘴断裂图片[1]。
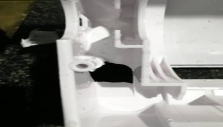
图2.1纯ABS材料底壳排水嘴断裂
Fig.2.1 The drain nozzle of pure ABS bottom shell is broken
2.1.2模具原因——油污异常
(1)注塑模具中,顶针、滑块为活动部件,为保证动作顺畅,顶针、滑块等运动位置常涂有润滑油;同时,在停机时,为保护模具下机期间不生锈,会在模具成型表面喷一层防锈剂,待上机后在擦拭模具油污;以上原因可能导致底壳产品在排水嘴熔接处混入油,造成结构强度不合格导致开裂。
(2)有大量油污的产品主要集中在开机前几模,这部分产品通常报废处理,而观测合格底壳,各处油污痕迹极少,同步我们抽查1000模后底壳做醋酸试验,试验结果同样开裂[2]。
2.1.3模具原因——局部位置冷却不佳的原因
(1)因底壳模具结构复杂,尤其是在排水嘴位置,不利于排水嘴位置的冷却水路分布,排水嘴位置冷却效果不佳,和其他位置形成温差,造成应力,导致产品开裂,受技术与经验限定,产品排水嘴位置冷却效果最差[3]。
(2)排水嘴的位置,为防止模具冷却水集水块分布不均,同时为更好保证排水嘴处位置冷却效果,已要求此处位置单独接水。数据分析,各套模具冷却效果大体一致,非局部位置冷却不佳的原因。
2.1.4工艺原因——产品冷却时间不足的原因
因底壳模具结构复杂,冷却效果不佳,当前底壳的冷却时间为25S到30S,冷却水温度为自来水,出模后产品温度在60°左右,产品不是完全冷却,可能为冷却时间不足造成了产品开裂[4]。选取不同模具实验,分析数据,各套模具冷却效果大体一致,非局部位置冷却不佳的原因。

图2.2增加冷却时间后实验结果
Fig.2.2 Experimental results after increasing cooling time
2.1.5工艺原因——保压压力过大的原因
在注塑过程中,塑胶熔体因冷却而收缩;为了防止零件收缩,注塑完成后螺杆要继续缓慢地向前移动,使料筒中的熔体继续进入型腔,此过程称为保压,保压时间过短或压力过短,都会导致产品收缩严重。因保压时间太短会造成聚合物熔体的致密程度和收缩程度不一致,导致制品强度降低[5]。注塑车间通常保压时间设置在1S,有可能是保压时间不够,造成的产品强度降低,导致醋酸试验不合格。析数据,调小保压参数,对开裂现象有改善,但试验结果依旧不达标。
2.1.6工艺原因——熔接线位置影响
因底壳产品结构比较复杂,零件较大, 为保证能注塑成型饱满,产品采取多点方式进胶,使得塑胶熔体进入型腔后形成多股,汇合时不可避免的产生熔接痕。熔接痕为注塑制品常见缺陷之一,不仅影响制品的外观质量,严重时还对制品强度产生影响,损害制品的力学性能,给制品的正常使用带来漏水、漏气或受载后断裂等安全隐患[6]。有资料表明,熔接痕的存在或使ABS制品的力学性能越损失10%到30%以上。因此本次开裂的原因很可能是熔接线位置在排水水路位置。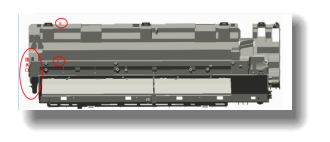
图2.3底壳熔接线位置
Fig.2.3 Position of bottom shell welding line
为调整熔接线位置,对热流道温度进行调整;提高A处热流道温度60°C,其他热流道温度降低10°C,从而提高A处塑胶的流动性,使熔接线远离排水口,改善排水口结构强度,作为1#、2#样件。提高B处热流道温度20°C,其他热流道温度保持不变,从而提高B处塑胶的流动性,使熔接线远离排水口,改善排水口结构强度,作为3#、4#样件。
将4个样件放置24H后,对样件进行醋酸试验(因受时间限制,只浸泡了10min,但已远远超出检验要求的3min)。
2.1.7结论
冷却时间偏少、原料异常与油污异常、局部位置冷却不佳、保压过大并不是底壳开裂的根本原因,调整底壳熔接线的位置,避免熔接线出现在排水口附近,能有效解决醋酸实验开裂问题。
3 整改措施
在查找出原因之后,要求分厂进行整改,按照熔接线位置中方案进行调机,提高热流道温度后,避免熔接线出现在排水口等对力学要求高的位置。熔接痕作为注塑成型常见缺陷之一,其形成在很大程度上受到成型工艺的影响,合理的成型工艺可以较好地改善熔接痕缺陷[7]。常见的改善熔接痕的工艺参数优化方法如下:
(1)提高溶胶温度;熔体温度的提高可以增强熔体分子的热运动能力,促进熔体分子链的充分松弛,两股熔体在型腔中汇合后充分松弛的分子链能够更好地进行扩散与缠结, 从而提高了熔接痕强度[8]。
(2)提高模具温度,接模温机生产。模具温度的提高可以降低熔体进入型腔之后的冷却速率,有利于分子处于较强活动能力状态的时间延长,熔接区域分子链有充分的时间扩散与缠结,改善了熔接痕界面的结合程度,提高了熔接痕强度[9]。
(3)适当提高注射压力、保压压力。较高的注射压力有助于熔体克服流道阻力,减小压力损失,使压力更好地传递到熔体前沿,两股熔体能够在较高的压力条件下相遇,熔接痕区域的分子链密度得以提高,改善了熔接痕界面缠结程度;同时较高的压力促使分子链沿着压力方向排列,这种取向提高了熔接痕区域的拉伸强度[10]。
4 总结
底壳的冰乙酸试验,是为了检测底壳是否存在售后排水嘴断裂引起漏水事故的隐患,因此保证试验合格非常重要。
文中阐述了试验不合格的各方面可能原因,并一一排查,最终确定主要原因为注塑熔接痕迹位置不合理所致,通过分析验证与整改,要求调整熔接痕位置后,问题得到有效解决;总结了常见改善熔接痕的工艺优化方法。
参考文献:
[1] 钟志雄. 塑料注塑成型技术[ M] . 广州: 广州科技出版社, 2003
[2] 尹选模.电冰箱与空调器[M].北京: 中国商业 出版社, 1997, 8.
[3] 刑振禧.高级制冷设备维修工[M].北京: 机械 工业出版社, 2001, 5
[4] 马秀. 浅谈注塑工艺的影响因素 [J]. 科 技创新导报 .2015(5):250-250.
[5] 李 荣 华, 张 平, 龙 安 禄 . 注 塑 成 型 工艺对塑料制品的影响 [J]. 辽宁化工, 2013,42(9).
[6] 张克惠 . 注塑件熔接缝结构、性能评价及影响因素 . 中国塑料, 1996, ( 5)
肖长江, 刘春太 . 注塑制件熔接线的形成、性能和预测 [J] . 工程塑料应用, 2003, 31( 3) : 17- 20.
[8] PICCAROLO S, SAIU M. Knit- line structure in the in jection molding of polystyrene [ J]. Plastics and Rubber Processing and Applications, 1988, 10( 1) : 161~ 164
[9] MALGUARNERA S C, MANISALI A. Effects of process ing parameters on the tensile properities of weld lines in injection molded thermoplatics[ J] . Polymer Engineering and Science, 1981, 21( 10) : 586~ 593
[10] SELDEN R. Effect of processing on weld line strength in five thermoplastics[J]. Polymer Engineering and Science, 1997, 37( 1) : 205~ 218.
作者简介:朱鹏(1982-),湖北荆门人,本科学历,中级机械工程师(机电工程师),主要从事产品工艺、智能制造、绿色制造研究,任职于湖南绿色再生资源有限公司(邮编:410600)。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



