上海文联实业有限公司 上海 201111
摘要
随着我国船舶工业的快速发展,大型造船起重机也迅速增长,其具有结构庞大,工作环境复杂等特点,因此在使用过程中极容易发生事故。轨道作为承载起重机的重要部件,常规超声可对用于轨道的检测,但存在检测效率低、检测工艺复杂、漏检误判等缺点。本文从试块选用、参数选择、结果展示等方面系统研究了相控阵技术。根据轨道焊接工艺,结合轨道使用特点及常见缺陷类型,制定了轨道相控阵超声检测工艺。结果表明,该检测工艺能够有效检出模拟试块上的人工缺陷,且结构信号明显,工艺基本满足轨道检测需求。
关键词:轨道检测;相控阵超声;缺陷
一、引言
随着我国工业的快速发展,大型起重机也迅速增长,其结构庞大,工作环境复杂,因此在使用过程中极容易发生事故[1]。起重机轨道作为承载起重机的重要部件,轨道可靠性直接影响着起重机的安全运行。随着起重机的起重量及跨度等参数不断增加,轨道间距不断加宽,轨道长度不断加长,这些对起重机轨道安装、使用及检测提出了更高的要求[2]。轨道焊接接头处应力集中,承受交变载荷和循环数逐渐增大,容易过早发生失效。可靠而快速的无损检测技术对提早发现缺陷,排除潜在事故隐患具有重要意义。
常规超声可对用于轨道的检测,但存在检测效率低、检测工艺复杂、漏检误判等缺点。常规超声可对用于轨道的检测,但存在检测效率低、检测工艺复杂、漏检误判等缺点。随着相控阵技术的发展,由于其有的可控声束角度、可变聚焦深度等特点,逐步替代传统超声检测[3-5]。本文从试块选用、参数选择、结果展示等方面研究相控阵超声检测在轨道探伤中的应用,根据轨道焊接工艺特点及常见缺陷类型,制定了轨道相控阵超声检测工艺。
二、起重机轨道
起重机轨道主要分为大车运行轨道和小车运行轨道,大车运行轨道依据国标GB/T 2585-2021生产,小车轨道通常选用按德标DIN 536生产。起重机轨道有别于火车轨道,起重机轨道需要考虑连续性与接头的平滑过渡以保证起重机运行的稳定,因此,起重机轨道通常需要焊接。考虑到强度原因,通常均用碳、锰含量较高的U71Mn钢轧制而成。起重机轨道截面多为工字形,轨道的顶部是凸状的,底部具有一定宽度的平板以增加与基础的接触面,具有良好的抗弯强度,但由于U71Mn钢属于高碳中锰钢,焊接性能较差,且由于轨道截面的特殊性,其焊接难度较大。手工焊接性能较差,焊缝接头容易产生裂纹、夹渣等缺陷。闪光焊其特点是焊接速度快,接头质量稳定,对于提高起重机产品轨道焊接质量及效率具有重要的意义。灰斑是轨道接触焊工艺中一种特有缺陷,也是该工艺中的主要缺陷[6]。在轨道的底面、两侧面位于母材与焊缝交接的熔合线位置常发现裂纹;轨道两侧面常出现夹渣等缺陷[7]。运行阶段由于轨道受到交变应力,且焊缝位置处于应力集中区域,更易出现垂直轨道长度方向的裂纹(纵向裂纹)。
三、试块选用
制作TCG曲线采用NB/T 47013.15-2015《相控阵超声检测》中PRB系列试块。轨道形式与铁路用轨道相近,验证检测工艺参照铁道部行业标准TBT 2658.21-2007《工务作业第21部分:轨道焊缝超声波探伤作业》中GHB系列试块,GHB系列试块尺寸及人工缺陷如图3-1。


图3-1a GHT-1a 图3-1b GHT-1b
GHB-1系列试块平底孔深≥40mm,平底孔底部至试块另一端长度≥450mm,且同一位置平底孔的反射波高相差不超过±2dB。
|
图3-1c GHT-5试块分区示意图 |
|
图3-1d GHT-5试块0°探头区(A区) |
|
图3-1e GHT-5试块轨头和轨腰探头区 (B区) |
|
图3-1f GHT-5试块轨底探头区 (C区) |
GHB-5系列试块同一位置横通孔或竖孔的反射波高相差不超过±1.5dB。
四、轨道焊缝检测工艺
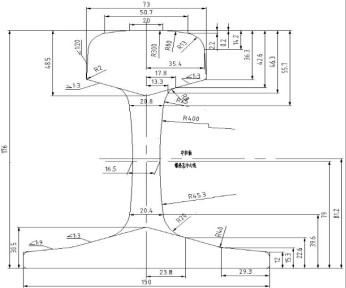
轨道由于其截面呈“工”字形,上下宽而中间窄,轨道尺寸如图4-1。从一个界面扫查声速无法实现全截面覆盖。为尽可能大范围、多角度覆盖待检焊缝,将轨道分为轨头、轨腰、轨底分别检测。考虑到在焊接过程中经常会有灰斑缺陷的存在,铺在线上很容易发展成疲劳伤损,形成核伤,严重危及行车安全,且由于它与探侧面垂直,与发射声束平行,面积很薄,超声反射率低,危害性较大,因此增加针对轨底焊缝灰斑的检测。
|
图4-1 轨道尺寸图 |
4.1 轨头检测
轨道头部为了与轮部契合,外型较圆滑,可采用相控阵扇形扫查,检测参数如表4-1:
表4-1 轨头检测参数
参数 | 轨头数值 | 轨腰数值 | 轨底数值 | 灰斑数值 |
探头频率 | 5MHz | 5MHz | 7.5MHz | 10MHz |
晶片数量 | 32 | 64 | 32 | 64 |
楔块角度 | 37° | 55° | 37° | 60°固定楔块 |
检测灵敏度 | φ2橫通孔 | φ2橫通孔 | φ2橫通孔 | φ2+25橫通孔 |
角度范围 | 20°-80° | 20°~80° | 30°~80° | 35°~80° |
聚焦方式 | 水平聚焦 | 角度深度聚焦 | 角度深度聚焦 | 角度深度聚焦 |
聚焦深度 | 10mm | 起始角180mm,终止角25mm | 起始角30mm,终止角5mm | 起始角30mm,终止角5mm |
探头焊缝中心线偏移值 | 10mm | 10mm-60mm前后移动 | 10mm | 10mm |
探头在上表面平行和垂直于焊缝沿线分别扫查,声速覆盖如图4-2。
|
|
图4-2 轨头扫查声速覆盖示意图 | |
由于探头表面和近表面存在盲区,轨道表面和近表面需补充其他检测方法。探头垂直焊缝扫查时,在轨道边缘位置曲率较大导致耦合不良,难以实现声束全面覆盖,为解决以上问题,可更改为面阵探头,实现声束在空间偏转。
4.2 轨腰检测
轨腰部位扫查采用直接接触法相控阵扇形扫查,检测参数如表4-1:探头位置及声速覆盖如图4-3所示。探头沿绿色箭头方向扫查,实现不同深度检测,探头沿红色箭头方向进位,实现宽度方向检测,从而实现轨腰部位的全覆盖检测。
|
|
图4-3 轨腰扫查声速覆盖示意图 | |
4.3 轨底检测
轨底部位扫查采用直接接触法相控阵扇形扫查,检测参数如表4-1:轨底扫查示意图如图4-4,探头在四个位置分别沿绿色箭头方向扫查,实现不同深度检测,沿红色箭头方向进位,实现宽度方向检测,实现整个轨底焊缝区域100%覆盖。




图4-4 轨底扫查声速覆盖示意图
4.4 轨底焊缝灰斑检测
轨底部位灰斑检测扫查采用直接接触法相控阵扇形扫查,检测参数如表4-1。轨底灰斑扫查示意图如图4-5,探头在四个位置分别沿绿色箭头方向扫查,沿红色箭头方向进位,以实现轨底焊缝的全面扫查。


图4-5 轨底焊缝灰斑扫查声速覆盖示意图
灰斑检测时探头放置在轨底面,检测过程中左右摇摆探头更利于缺陷检出。如果探头位置放置在轨底斜面,检测覆盖由于探头楔块固有尺寸,轨底和轨腰过度区域不能完全覆盖;轨底斜面放置探头时不能使用二次波检测,二次波反射后定位偏差较大。探头放置在轨底面时,探头声束方向需与焊缝垂直,偏角的出现,会使二次波定位出现误差。
五、检测结果
根据以上工艺,在专用对比试块上对以上工艺进行测试,测试结果显示结构信号清晰,人工缺陷明显,位置准确,详细结果如图5-1。


图5-1a 轨头横通孔检测结果 图5-1b 轨腰横通孔检测结果



图5-1c 轨底横通孔检测结果 图5-1d GHT-5试块验证结果
六、检测结论
(1)相控阵超声检测方案能满足轨道焊缝检测的基本要求,且相对传统的单探头脉冲反射法超声及K字形扫查方案缺陷检出率已显著提高,但由于声速覆盖问题需分多次多方向扫查,检测效率较低。
(2)相控阵检测工艺仅针对轨道焊缝内部缺陷,由于探头盲区,轨道表面及近表面区域还需补充其他检测手段。
(3)面阵探头、全聚焦等技术在其他行业已经广泛应用,以上技术应用在起重机轨道检测中,可增大单次扫查的覆盖范围,在保证对焊缝全覆盖的前提下,可减少扫查次数。同时,自动化工装及检测机器人的应用也可大幅提高检测效率。
参考文献
[1] 陈永玉. 造船门式起重机常见事故规律分析与对策研究[J]. 中国安全生产科学技术,2011,7(5):163-166.
[2] 余杰,杭杰. 起重机械轨道测量装置及检测方法的研究[J]. 中国特种设备安全,2016,32(9):21-25.
[3]马骞,陈智发,云维锐.基于相控阵超声技术的重载铁路轨道焊缝检测方法[J].铁道建筑,2022,62(02):47-52.
[4]李锦,周正干,李洋,崔醒,杨卓.轨道焊缝相控阵超声检测技术研究[J].铁道技术监督,2019,47(06):17-22.
[5]张俊岭,王子成,陈潇,孙骥,韩志雄,闵力,于国龙,耿明.基于相控阵的高速铁路轨道超声探伤检测系统[J].中国机械工程,2019,30(03):339-344.
[6]何华文,薛健,顾益,等. 起重机轨道闪光焊焊接技术[J]. 起重运输机械,2021(2):70-72.
[7]李森. U71Mn 起重机轨道焊接工艺[J]. 起重运输机械,2013(8):101-104.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号