广东承信公路工程检验有限公司 511400
光明大桥位于广州市番禺区,桥梁全长98.6m,桥梁设计为开启桥,主桥上部结构为采用下承式钢桁梁,主桁采用华伦式桁架,主桁杆件均采用Q345C钢材,引桥上部结构采用预应力混凝土现浇箱梁。
管养单位委托我司对光明大桥进行定期检测,由于桥梁主桥部分上部结构为钢结构,根据《城市桥梁养护技术标准》CJJ99-2017规定,开展结构定期检测时,应对现场拼装焊缝等关健部位焊缝进行无损探伤检查,其质量应符合设计要求。按照标准的要求对光明大桥桁架主要受力的主桁及腹杆的I级焊接位置进行超声检测抽查,焊接的板厚度为14mm至22mm之间。检测前,需要将涂层漆膜清理掉。在检测结束后,为了保持钢结构的外观与防腐性能,还需要对漆膜进行修复。
采用超声检测时,当表面存在漆膜会造成声波入射与反射的变化,声波在传播时会造成衰减,入射角度的变化进行分析。对存漆膜的部件是否需要打磨后才能进行检测,我们前提条件是要了解漆膜对超声检测结果的影响因素及程度,以便于提出解决的方案,保证检测准确度及降低检测成本。

光明大桥平面图

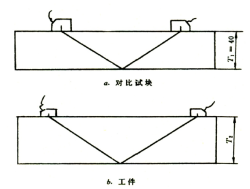
按标准要求抽查的桁架示图
.
即:当超声波垂直入射到两侧介质不同的薄层时,若薄层厚度为半波长的整数倍,则声强透射率与薄层的性质无关。
![]()
即:当超声波垂直入射到两侧介质不同的薄层时,若薄层厚度为 λ2/4的奇数倍,且阻抗相匹配时,则声波全透射。
由公式可看:(1)对薄层厚度(漆膜厚度)的控制为 λ2/4的奇数倍,且阻抗配时,才能做到声波的全透射,现场对漆膜的厚度控制很能实现。(2)当声波从介质层Z1(探头保护膜)进入到介质层Z2(漆膜)最后到Z3(工件焊缝)时,各种介质的相关特征声阻抗都对透射系数有影响,同时介质的声阻抗与之密度和声速密切关联,由于介质层Z2(漆膜)在材料与厚度上的众多不明确因素,所以通过理论计算很难确定涂层对声速透射的影响量值,只有通过实际测试才能得出准确值。


多次反射波形示意图
工件表面平滑,声波的传播距离在未曾扩散区内,无扩散衰减,衰减与介质的晶粒存在很大的关系,当介质晶粒粗大时,衰减增大,超声波的穿透能力也相对减弱。对于检测的工件厚度越厚,超声的能量衰减会增加,依据公式通过观察仪器上多次回波波幅高度(Bm)可以计算出衰减的dB值。
当纵波L倾斜入射到界面时,除产生反射纵波'和折射纵波L"外,还会产生反射横波a's和折射横波βs,如下图所示。各种反射波和折射波方向符合反射、折射定律:


声波倾斜入射变化
依据计算公式:设Cll 为有探头保护层,Cl2为涂层界面,可以推算得到αl=βl,就是超声入射与涂层厚度无关。
声波反射损失的测试:超声仪按深度1:1调节,将两只相同的斜探头置于如图(a)与现场工件各参数相近的试块上,作一发一收测试,测出两入射点间距为1P(P=2.5KT)时底面反射波幅H1 dB。将两探头移至工件上,测出间距这1P时的底面波幅H2 dB,则表面耦合与底面反射损失差∆1为:
声波反射损失的测试
![]()
![]()
![]()
式中:∆1-表面耦合至底面反射损失;∆2-不同厚度的衰减;∆3-不同材质的衰减;
在现场检测时,声波反射损失的计算可以通过上述经验与计算公式得出实际的补偿灵敏度。通过两组探头的收发,将同时放于未打磨漆面与已经打磨后听漆面进行比对,得到的两组反射损失进行相减,亦可得出损失差。
现场检测
5.1 涂层的厚度检测:运用磁感应原理测量磁性金属基体(如钢、铁、合金和硬磁性钢等)上非磁性覆盖层的厚度(如锌、铝、铬、铜、橡胶、油漆等)。便携式磁性涂层测厚仪测量前需要校准
5.2 涂层的厚度检测校准。需要校准五个标准样片,进入系统后首先显示“铁基“界面,此时要把探头放到被测件的裸露基体上进行测量。测量两次后如果测量没有错误操作,伴随着两声蜂鸣便进入第一个样片的测量。屏幕显示出厂时提供的第一个样片值。如果显示的样片值和真实值不符,可以通过上/下键来进行数值增减,直到调整到显示值和真实值相同为止。调整完样片值之后即可对第一个样片进行测量,依次测量五个样片校准完成后屏幕显示“0000",仪器此时即完成了系统校准过程。
5.3 超声波检测仪的调校
5.3.1 直探头的调试:50mm厚度的试块、预设声速为5900m/s。设置闸门在一次反射波和二次反射波范围,自动增益后确认,设备可自动计算。当通过人工计算时可以使用公式:V=![]() 。
。
5.3.2 横波斜探头的调试:5M K2.5单晶横波斜探头、CSK-IA试块、RB试块,a、利用CSK-IA试块找到R50/R100两个圆弧面的最高回波,获得声速与零点。b、利用RB试块孔深为30mm,孔径为50mm的测面,获得最终的K值。K值计算公式:![]() ,
,
![]() (孔深d,孔径D)。c、利用RB试块的10mm、30mm、50mm深度的Φ3孔制作DAC曲线。
(孔深d,孔径D)。c、利用RB试块的10mm、30mm、50mm深度的Φ3孔制作DAC曲线。
5.4 检测方案的制定,依据委托信息、设计图纸、标准的要求,确定检测部位与检测数量。
5.5 现场检测具体方法:a、检测前使用磁性涂层测厚仪对漆膜进行检测,确定厚度范围,现场实测漆膜厚度在0.4mm至0.5mm之间。
5.6 用已在实验室调校好的直探头的在清除漆膜的钢材表面进行灵敏度调校,最高反射回波设置为80%,表面补偿4dB,记录当前的灵敏度(比如:30dB)。c、在未打磨的漆膜中用直探头检测,记录当前最高回波的灵敏度(比如:25dB),从这两个简单的操作便可知,纵波入射时涂层衰减变化在30-25=5dB范围。
5.7 用已在实验室调校好的斜探头的在清除漆膜的钢材表面进行灵敏度调校,斜探头对着某一点的钢板直角,探头移动的距离P=2KT,最高反射回波设置为80%,表面补偿4dB,记录当前的灵敏度(比如:50dB)。c、在未打磨的漆膜中用斜探头检测,记录当前最高回波的灵敏度(比如:43dB),从这两个简单的操作便可知,横波入射时涂层衰减变化在50-43=7dB范围。
5.8 在现场检测试验中,可以参考传输修正的方法对表面进行增益补偿。
6 结论:
(1)涂层厚度对超声波声速透射与反射有影响。
(2)涂层并不会对超声入射角与反射角造成很大的影响,即对探头的折射角影响较少,对于缺陷的定位不会相差太大。
(3)通过对漆膜打磨前后的灵敏测试比对,检测前不打磨漆膜的方法是可行的,而且是最简单的适用于现场检测操作。但建议在确认好衰减灵敏度后,在实施检测前应适当增益2dB,以防止某一处的涂层厚度超出测试时(0.4mm~0.5mm)的厚度,避免缺陷的漏检。
(4)在检测焊缝时,应使用直探头对母材进行检测与声学衰减计算,后使用斜探头检测。
(5)当发现缺陷最高回波波幅临界于合格与不合格之间的位置,建议打磨后作出最终的评判。

超声波现场检测
参考文献
[1]熊瑶.低漆膜汽轮机油的研制[J].合成润滑材料,2022,49(01):1-4.
[2]刘晓晨.压缩机轴瓦漆膜形成的原因及影响分析[J].四川化工,2022,25(01):23-25.
[3]毛喆,尹中秋,胡剑锋,黄红武,黄天勇.漆膜颗粒的产生原因及控制措施[J].电镀与精饰,2022,44(01):35-39.
[4]邓军明、张东生、卢锦祥. 2205双相不锈钢焊缝的超声检测应用[J]. 公路交通技术, 2020, 36(5):7.
[5]邓军明. 论船体结构的焊接变形与控制方法[J]. 军民两用技术与产品,2014(17):23-23.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



