哈尔滨广瀚新能动力有限公司,黑龙江省哈尔滨市 150078
摘要:叶片作为汽轮机的重要组成部分,其质量将直接影响汽轮机的工作效率和使用寿命。由于叶片刚性较弱,制造过程中在铣削力的作用下容易发生轻微变形,影响汽轮机的正常运行。针对这一问题,工作人员从计算刀具轨迹、刀具与叶片接触点、优化叶片切削参数等方面优化了叶片切削工艺,提高了涡轮叶片参数的准确性,为保证涡轮稳定工作提供了技术支持。
关键词:涡轮叶片;机械加工;过程分析
介绍
叶片是保证汽轮机稳定工作的关键部件。为了提高汽轮机的工作效率,设计人员应不断增大叶片的扭角,通过减小叶片厚度来减轻叶片的重量。这些设计要求给叶片加工技术带来了新的挑战。为了提高叶片的加工精度,通常采用多轴数控机床对叶片进行高精度加工。
1优化叶片加工工艺
涡轮叶片加工是一项复杂的工程,涉及许多制造环节(如图1所示)。①先粗后细;(2)先面后孔;
(3)先主后次[1]。

图1涡轮叶片加工流程
传统的汽轮机叶片制备工艺是先加工叶片毛坯,在叶片中心打好孔后,铣工用工作台在叶片上铣出加工汽道,再依次加工叶根和叶冠位置。这种施工方式不仅效率低,原材料利用率也不高,而且工人的技术水平会对叶片参数的准确性产生很大影响。因此,工作人员尝试将信息技术引入汽轮机叶片的生产中,利用CAM系统设置数控机床,将基准汽道的铣削、叶根的加工和叶冠的加工合二为一。利用CAM系统,预先编制铣削程序,用数控机床直接铣削叶片毛坯。整个加工过程只需装夹一次,避免了人为因素对叶片工件质量的影响,提高了加工效率。
2.编译刀具轨迹。
在汽轮机叶片加工过程中,由于叶片基面上的汽道是一个形状复杂的空间曲面,因此汽道的铣削加工是一项困难的工作。在传统的加工模式下,需要有丰富铣削经验的工人来做这项工作,导致产品的优良率得不到提高[2]。
在实践中,工作人员需要对生产需求进行深入分析,利用CAM软件分别对叶片铣削的粗加工和精加工进行编程。首先,在CAM软件中建立叶片的三维模型;其次,输入叶片毛坯的各种参数,设定加工起始点和三维坐标系;第三,生成刀具运动轨迹和后续加工环节;第四,根据实际需要,构造叶片铣削型线;第五,设定铣削参数。通过以上步骤,最终得到刀具轨迹文件,并可以将该文件导入数控机床的PLC系统中,从而实现自动走刀铣削。
3计算刀具和刀片的接触点。
程序只覆盖刀具轴的矢量坐标和刀尖的初始位置坐标。如果要成功完成铣削,还需要刀面与刀具接触点的矢量坐标。在编制刀具行进程序的过程中,刀辊旋转前角为20°,也就是说曲面的本征方向与刀具轴的本征方向之间的夹角为20°。当偏移量达到刀具中心点与刀尖的平面距离(R)时,就可以得到刀具中心点的平面坐标参数(如图2) [3]。
此时,刀具尖端的坐标系数、刀轴的矢量方向,
以及刀具与刀片接触点的法向量方向,通过计算可以得到曲面法向量方向的单位向量数据(如图3)。
根据刀具与刀片接触点坐标的旋转图,以(x0,y0)为参考点,使点(x1,y1)绕参考点顺时针旋转。当旋转到角度α时,得到点(x2,y2),进而得到点(x2,y2)的计算公式。

图2设定刀轴前角和确定刀具中心点坐标系数示意图

图3坐标点旋转示意图

![]()
以(x0,y0)为参考点,使(x1,y1)绕参考点逆时针旋转,则得到(x2 ',y2 ')的计算公式。

在公式(1)和公式(2)中,(x0,y0)是刀轴的旋转中心坐标,(x1,y1)是刀具和刀片[4]之间的接触点的初始坐标。
4刀片切削参数的优化
4.1基本流程介绍
首先,根据汽轮机叶片加工的实际需求和叶片的结构特点,设定初始变量。其次,采用自适应变异遗传算法采集样本数据,并将数据输入CAM系统。第三,在系统中建立相似表面模型,并利用该算法提高模型参数的精度。第四,用有限元法对叶片加工的优化参数进行验证[5]。
4.2收集样本数据
在建立类似模型的过程中,工作人员需要预先确定样本数据的数量。在这次优化设计中,工作人员考虑到刀片加工的实际需要,决定将切削速度(vc)、切削宽度(ae)、切削深度(ap)和进给速度(fz)作为变量数据进行采集。模型的阶数与精度正相关。由于本次优化工作只选取了四个变量数据,参数精度的提升非常有限。为了进一步提高模型数据的准确性,收集的变量数据的数量是,在这个公式中,变量N是变量数据的数量。由于本次优化工作选取了四组数据作为样本数据,因此将n=4代入公式,样本数为23。为了,该公式中,变量n为变量数据个数,由于本次优化工作中选取了四组数据作为采样的样本数据,因此将n=4代入公式中,得出采样次数为23次,为了确保模型的精度符合叶片生产要求,增加采用次数,最终将样本数据采样次数设定为30次。![]() ,该公式中,变量n为变量数据个数,由于本次优化工作中选取了4组数据作为采样的样本数据,因此将n=4代入公式中,得出采样次数为23次,为了确保模型的精度符合叶片生产要求,增加采用次数,最终将样本数据采样次数设定为30次。
,该公式中,变量n为变量数据个数,由于本次优化工作中选取了4组数据作为采样的样本数据,因此将n=4代入公式中,得出采样次数为23次,为了确保模型的精度符合叶片生产要求,增加采用次数,最终将样本数据采样次数设定为30次。
通过30次样本数据采集,获得刀片切削速度、切削深度、切削宽度和进给速度的实际数据,并采用自适应变异遗传算法提高模型参数的准确性。
4.3多目标切削参数优化
选择最合适的一组参数数据,即切割宽度:
0.7624毫米,切削速度:122.315米/分钟,进给速度:
0.0634mm/z,切削深度:0.531 mm,得到优化的切削参数后导入CAM系统,重新调整刀片加工时间。同时,将优化后的参数导入铣削模型。通过优化变形数据,加工时间进一步缩短,变形得到更好的控制。因此,可以证明通过多目标切削参数优化进一步提高了叶片加工精度。
5全景模拟实验
5.1实验准备
第一,机床建模。结合Vericut系统中的预制文件,在计算机上模拟数控铣削控制台的运动模型,调整机床坐标。其次,夹具和叶片毛坯建模。利用机床建模原理,对夹具和叶片毛坯进行三维建模。第三,工具建模。重复上述工作,对铣削刀具进行建模。需要注意的是,由于刀具建模复杂,在仿真实验过程中需要反复检索刀具模型,实验人员需要将创建好的刀具模型放入后台模型库中,方便后期实验。第四,设置参数。根据叶片加工要求,设定机床、夹具和叶片毛坯的模型尺寸参数,同时检查刀具轨迹,确保模拟实验的参数与实际叶片加工参数一致[6]。
准备工作完成后,就可以正式开始模拟实验了。在Vericut系统中启动仿真实验时,工作人员可以通过显示装置直观地观察叶片铣削的各个环节。如果实验过程中叶片毛坯模型与机床、刀具发生碰撞,Vericut系统会在模型上用红色标注问题区域,并同步显示报警信息。这样,工作人员可以更直观地了解模拟结果[7]。
5.2实验结果分析
叶片的铣削是一个复杂的过程。在对成品叶片进行检测时,需要采用离线检测的方法,用三坐标测量仪对成品叶片的变形进行检测,得到汽道截面的检测报告(如图4)。
本报告中,汽道后弧面标为CVX,内弧面标为CCV,汽道出汽边为TE,进汽边为LE。根据分析数据可以发现,蒸汽出口边缘(TE)变形最大,其值达到0.041 mm,这个数据没有超过加工误差极限,证明成品叶片满足使用要求。
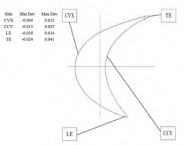
图4三坐标检验报告
6结论
为保证汽轮机的稳定运行,应严格控制叶片的质量,在制备叶片零件时应优化切割方式。通过优化叶片加工工艺,编制刀具轨迹,优化叶片切削参数,提高了汽轮机叶片的加工精度,保证了叶片制备的效率。
参考文献
[1]刘军, 张俊, 赵万华, 等.面向双刀加工的中长型叶片型面轨迹规划方法[J].机械工程学报, 2016, 52(11): 140-145.
[2]张洪瑶, 李论, 赵吉宾, 等.基于模糊PID的力/位混合控制机器人自动化叶片磨削加工[J].组合机床与自动化加工技术, 2021(11): 147-150+155.
[3]李志伟, 曾艳明.大型导叶式混流泵叶片的数控加工工艺[J].排灌机械, 2006(06): 7-11.
[4]陈虹松, 董定乾, 黄兵, 等.基于遗传算法的航空叶片铣削加工工艺参数优化[J].工具技术, 2021, 55(09): 68-73.
[5]李珊珊, 甘植旺, 陈志同.单参数平底刀底刃加工叶片进排气边刀位优化算法[J].机械设计与制造, 2021(09): 110- 114.
[6]张伟.浅析汽轮机高压调门流量特性优化[J].新型工业化,
2021, 11(06): 138-140.
[7]董强, 王龙清, 唐坤.某汽轮机末级动叶校形研究[J].东方汽轮机, 2021(02): 36-40.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



