130732198310151870
摘要:随着工厂生产自动化的普及,输送线的使用也越来越广泛。在输送线满足不同的生产工艺要求时,常常出现一些不尽人意的情况。本文针对输送线上物料从一条输送线并入另一条输送线后旋转角度过大,进而导致物料不能与后续设备很好匹配的问题,通过一个实际案例进行了理论分析,根据理论分析结果进行了结构设计,并进行了实际验证,有效解决了输送线上物料并线后状态改变的问题,节约了人力,提高了生产效率,进而增加了企业的经济效益。
关键词:输送线;并线;摆杆;结构;优化
引言
输送线是通过输送零部件(皮带、链条、辊筒等)的运动,将物料从一个位置输送至另一个位置的设备。随着工厂生产自动化的普及,输送线的使用也越来越广泛,种类也越来越多。由于输送任务的多样化,要求输送线能满足不同的输送功能。输送线在适应不同的输送功能要求时,常常会出现这样或那样的问题,使其不能满足或只能部分满足生产的要求。这就需要对输送线的一些结构进行不停的改进和优化,以使其更好地满足生产的要求。
在日常的生产过程中,特别是在一些食品和包装行业,经常会有将两条输送线的物料合并为一条输送线的功能要求,在输送线合并的交叉点处,常出现一些不尽人意的情况。本文以一个食品生产包装的实际案例,对其产品输送过程中出现的问题进行研究,并提出优化解决方案。
1、设备简介
该输送线为塑料链板输送线,主要由输送链板、链板托架、导轨、导轨支架、支腿等部件组成,如图一。输送链板为平顶机构、塑钢材质,除用于普通物料的输送外,还可满足耐油、耐腐蚀等有特殊要求物料的输送。可满足食品、制药、日用化工、电子电器等行业的要求。
塑料链板输送线有平型、爬坡、转弯等多种形式,可增设提升挡板等附件,能满足各种工艺要求。输送线两侧配以工作台,加装灯架,可作为电子仪表装配、食品包装等装配线。
输送链板由电机通过驱动轴带动前端主动轮驱动输送链板运动,物料放在输送链板顶部随输送链板向前运动,完成物料的输送。驱动方式为减速电机驱动,可采用变频调速或无极调速的调速方式。链板托架的材质可根据行业的使用要求选择碳钢或不锈钢制作。导轨一般为不锈钢材质,通过导轨支架与链板托架相连接,在物料输送的过程中起导向作用。支腿与链板托架底部连接,对链板输送线起支撑作用。
该链板输送线具有:输送平稳、物料与输送带没有相对运动,能够避免对输送物料的损坏;噪音较小,适合于工作环境要求比较安静的场合;结构简单,便于维护;能耗较小,使用成本低等特点。

图一
2、问题描述

图二
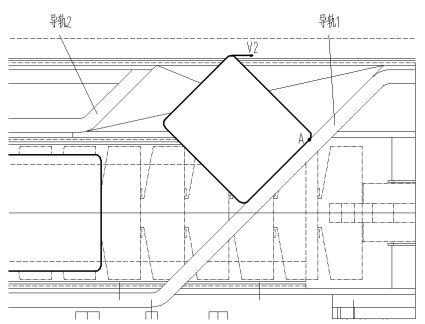
在产品完成装盒后,需要对包装盒进行塑封包装。装盒工序有两条生产线输送线1和输送线2,如图二所示。在对包装盒进行塑封包装时,两条输送线共用同一台塑封包装机。这就需要在对包装盒进行塑封包装前,将输送线1上的包装盒并入输送线2,然后将输送线2上的包装盒送入塑封包装机。这就要求在包装盒送入塑封包装机之前,输送线上的包装盒方向必须一致。但在实际的生产过程中,有很大一部分包装盒,在从输送线1上并入输送线2上之后顺时针旋转了一个过大的角度,最终以90度的状态在输送线2上向前输送,如图三所示。

图三
生产现场采取人工干预的方式,派专人看守,将错误状态的包装盒扭正后放回输送线上。这样不仅浪费了人力,也影响了生产效率。
3、问题分析
图四
通过观察发现,在包装盒与输送线2接触之前,包装盒的右侧边靠在导轨1上向前输送。当包装盒与输送线2接触后,包装盒开始顺时针旋转,如图四所示。通过对图四的分析得知,问题产生的原因是在包装盒的并线过程中由于输送线2的速度V2的存在,使包装盒绕A点旋转了一个过大的角度。如果降低V2的大小或者增大导轨2的弯折角度,就能减小包装盒的旋转角度,以达到预期效果。但现场进行了多次试验,仍然没有收到预期的效果。
后经分析,在输送线1上的包装盒在并入输送线2的过程中,如果能在B点增加限制包装盒顺时针旋转的作用力F(如图五),可以起到减小包装盒顺时针旋转角度的作用。

图五
4、问题解决
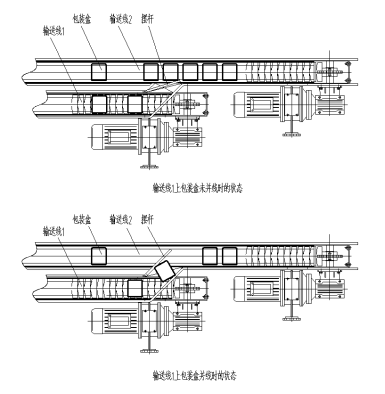
根据以上分析,在导轨二端头增加一条活动摆杆,如图六所示。当输送线1上的包装盒未并入输送线2时,输送线2上的包装盒运行至并盒位置会将摆杆拨至靠近导轨1的位置。当输送线1上的包装盒并入输送线2时,输送线1上的包装盒会将摆杆拨至摆杆逆时针旋转的极限位置。当输送线1上的包装盒将摆杆拨至摆杆逆时针旋转的极限位置时,摆杆在包装盒的B点位置就施加了限制包装盒顺时针旋转的作用力。
通过现场测试,收到了预期的效果,并线后的包装盒全部与输送线2上输送过来的包装盒保持了一致的状态向前输送。
图六
结束语
笔者对一个食品生产包装过程中包装盒并线的实际案例,通过发现问题、观察思考、理论分析、结构修改到实践验证的过程,详细阐述了包装盒并线过程出现问题的解决过程和解决方法,并提出了一种包装盒并线后旋转角度过大的问题的解决办法。
通过在并线交叉位置的导轨上增加一条活动摆杆,有效解决了并线后的包装盒旋转角度过大问题。输送线并线处采用活动摆杆的结构,不仅使物料在输送线上运行更加顺畅,提高了生产效率,也不必在并线处再派人员看守,节省了人力,提高了企业的经济效益。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



