中国石油天然气第六建设有限公司
摘要:螺杆压缩机结构复杂,现场检修难度高,尤其是间隙的调整,本文通过炼油火炬装置常见LG型火炬气双螺杆压缩机现场检修为例, 介绍主要检修质量控制要点、检修操作经验供参考。
关键词:螺杆压缩机 间隙调整 质量控制点
正文:
1.简介
![]()
![]() 某炼厂火炬气螺杆压缩机组为4/6组合式,机组型号LG72/0.9,转子型号SRM,转子直径321,其主要结构如下 。
某炼厂火炬气螺杆压缩机组为4/6组合式,机组型号LG72/0.9,转子型号SRM,转子直径321,其主要结构如下 。

![]()
![]()
![]()
![]()
![]()

![]()
![]()

![]()
![]()
![]()

压缩机结构图
大修建议周期36个月,大修内容含转子、机壳几何精度检查,转子间啮合间隙检查及调整,转子与机壳间隙检查及调整,平衡活塞与平衡活塞套间隙检查,同步齿轮侧间隙及啮合间隙检查,轴瓦间隙检查,密封检查等。
2检修
2.1检修步骤
检修前准备工作→拆除联轴器→拆除齿轮箱端盖→拆除平衡活塞→拆除同步齿轮→拆除非驱动端轴承→拆除非驱动端机封→拆除阳转子上联轴器对轮→除驱动端轴承箱端盖→拆除推力轴承及推力盘(主推)→拆除推力-径向一体轴承→拆除驱动端机封→机壳垂直放置→ 吊出转子→检查及清洗→零部件更换→回装(顺序与拆相反)及间隙调整→机封试漏→现场回装、联轴器对中、附属管线恢复→油运、试车。
2.2主要部件检修级处理方法
2.2.1同步齿轮检修
同步齿轮由大、小两个齿轮组成。大齿轮是组合可调的,小齿轮是单个整体的。大齿轮安装在阴转子上,小齿轮安装在阳转子上。
同步齿轮拆卸前看好啮合位置并做好标记,不做啮合间隙调整时大齿轮一般不往下继续分解。
为保证齿轮平稳工作及寿命,同步齿轮啮合应良好,接触面沿尺高方向>50%,沿齿宽方向>70%,着色检查。
为保证螺杆平稳工作,同步齿轮啮合间隙不得大于螺杆啮合间隙的1/4,齿轮啮合间隙由压钳丝法或塞尺方法测量。
同步齿轮采用热装,加热温度不宜超过150°C。
2.2.2止推瓦处理
止推板式瓦面需要与止推盘进行配磨,需要开具进油锲,工作面最好挑花处理:
2.2.3 间隙调整
2.3.3.1排端间隙及推力瓦间隙的调整
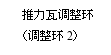
排端间隙是工作时排气端转子与墙板间轴向间隙,是螺杆压缩机重要的一个参数,影响机组效率及运行状态下两转子轴向位置等一系列问题,出厂时两转子的排端间隙是一致的,排端间隙的调整是通过止推轴承与轴承箱体间的调整环1来实现的,每根转子的调整环由两个半环组成,出厂时是此两个半环厚度是一样的,厚度均调整好的;
推力瓦间隙的影响的轴瓦正常工作,两根转子的推力瓦间隙要求一致其由主推力瓦前的调整环2实现的;
随着机组的运行,主推摩擦副发生磨损,转子往进气端窜动,排端间隙变大,需及时减薄调整排端间隙调整环1与主推力瓦间隙调整环2至合理间隙。
间隙的测量及调整方法步骤如下:
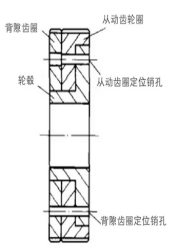
第一步测量总间隙δ1+δ3,δ1为进气端阴、阳转子端面与墙板间隙,δ3为排气端转子与墙板端面间隙。
![]()



第二步测量不考虑推力瓦间隙下的排端间隙 δ3测


第三步测量推力瓦间隙E


工作时转子窜向进气端,排端间隙δ3等于δ3测加上推力瓦间隙E。
2.2.3.2啮合间隙调整
螺杆压缩机的啮合间隙影响者两转子的正常运转,理论上随着机子运行,两转子终究会发生碰磨,啮合间隙随着同步齿轮面磨损追面(工作面)会越来越小,非追面(非工作面)会越来越大,啮合间隙的调整是通过阴转子上的大齿轮(组合齿轮)来实现的。
工作时齿轮-转子对应啮合状态 组合齿轮(大齿轮)
当齿轮处于啮合位置时即工作齿面处于零接触状态,相对应螺杆阳转子正好啮合于阴转子中间位置,即啮合间隙追面与非追面间隙比值1:1,实际调整时此比值宜在1.0~1.2之间 。
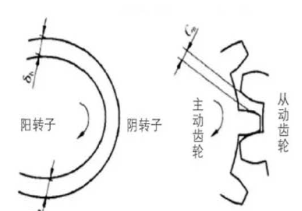
阴转子上的组合齿轮由从动齿圈、背隙齿圈,轮毂,定位销及拉紧螺栓构成,正常工作时组合齿轮上的从动齿圈与阳转子上的小齿轮啮合工作,反转时组合齿轮上的背隙齿圈与阳转子上的小齿轮优先啮合以此保护两螺杆不发生碰撞, 一般背隙齿圈反转从动齿圈0.05-0.07mm,每对同步齿轮与每对阴,阳转子出厂前都要做啮合,在专用啮合工具或者仪器上进行,啮合时调整好两转子中心距,不同转子型号中心距不一样,然后轻轻敲击组合齿轮的从动齿圈,用塞尺不断复核螺杆啮合间隙,4/6转子一个周期阴、阳螺杆会发生12次不同的啮合,这12种组合都需要复核间隙,阴、阳转子每一种啮合都需要从转子吸入端到排端横向复测每个螺牙啮合点位(每一种啮合状态共计测量7各点位) ,确认所有点位都满足间隙要求后定位、钻基孔、铰孔及配销。
当需要现场做啮合时往往缺乏专用工具,只能从排气孔进行,将压缩机排气端支座下支撑一块枕木使压缩机与水平线成一定夹角最大程度暴露视角,用记号笔分别对阳转子标号A、B、C、D,阴转子标记1、2、3、4、5、6,盘车,用塞尺测量A1、B2、C3、D4、A5等12种组合,确定都满足间隙要求时,用塞尺卡住所需间隙,转子保持不动状态,转动大齿轮上的从动齿圈至与阳转子上小齿轮零接触,定位从动齿圈与轮毂相对位置,在背隙齿圈与小齿轮上放置一0.05mm的塞尺,反转背隙齿圈至与阳转子上小齿轮零接触状态,抽出塞尺即背隙齿圈所需反转量,大齿轮从动齿圈、背隙齿圈与轮毂定位好后要确保固定稳当,然后钻基孔、铰刀铰孔及配销,当齿轮调整位置与原基孔位置偏差不大时即可在原来基孔上铰孔修改。
注意:螺杆啮合间隙定位好后,在调整齿轮时齿轮工作面一定要保证零接触,常见做法是齿轮非工作面上放置铅丝顶压法,在齿轮背面放一铅丝,啮合进去时铅丝开始受力以此保证工作面零接触。
 。
。
2.2.4其它注意事项
2.2.4.1垫片选用
端盖箱体垫片涉及间隙调整的需使用无压缩材质,为避免轴向定位发生改变,端盖垫片应使用原出厂垫片为宜。
2.2.4.2机封安装
机封安装时将两转子推至排气端位置,机封安装完毕后需用润滑油进行现场试压, 确保机封与腔体间静密封有效。
2.2.4.3推力瓦安装
球面板瓦安装时要居中安装,尤其在水平场合安装时球面推力瓦受重力影响易下垂影响轴向间隙,导致轴向串量测量不准和变小,推力瓦卡涩、动作不灵活失去调节功能,所以水平安装时需要上托住推力瓦,保证其再安装过程中与转轴同心,能灵活动作。
2.2.4.4联轴器对中及试车
对中调整垫片宜采用不锈钢垫片,片数不宜超过5片,还应注意检查软脚。
试车注意观察邮箱润滑油液位, 观察轴瓦温度、振动状态、平衡活塞油压等(一般平衡活塞油压为排气压力的1/2左右,调节时应观察压缩机阴阳转子主推力轴承温度,如果两轴承温差不大(一般在2℃以内)就说明平衡活塞压力比较合适)。
振动标准:GB/T7777给定的回转压缩机90Kw以上机壳振动烈度有效值的限值是11.2 mm/s,API619给定的机壳振动烈度干气螺杆机未滤波速度流体动力轴承限值为5.0mm/s,滚子轴承为8.0mm/s,正常情况下螺杆压缩机振动值较好, 主要成分为转子叶片通过频率(啮合频率) 。
3总结
螺杆压缩机结构复杂,间隙要求较小,运转过程中存在转频、转子啮合频率、齿轮箱啮合频率等复杂成分,日常巡检及故障诊断中应全面监测及分析,做好预知性维护和定期检查、检修,尤其是轴瓦径向间隙、推力瓦间隙、螺杆啮合间隙、排端间隙需定期进行关注,做好记录。
螺杆压缩机的大修涉及质量控制点较多,特别是机封的安装、 推力瓦的更换、间隙的调整,尤其在缺乏工装情况下进行转子啮合间隙的调整应谨慎,建议使用单位备用一对出厂啮合好的转子与齿轮,更换时整体一起更换即可。
参考文献:
1:《螺杆压缩机维护检修章程》 SHS01021-2004.
2:压缩机七一一出厂随机资料《LG72/0.9火炬气回收压缩机维护使用说明书》.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



