红云红河(烟草)集团有限责任公司 红河卷烟厂 弥勒 652300
摘 要:针对L140联机过道横乱烟支无法及时发现的问题,设计了一种基于图像识别技术的检测系统,通过在联机横向过道正上方和正前方的摄像头定时获取烟堆图像,进行图像灰度化、二值分割、特征提取等处理,实现了对横乱烟支的检测,实验表明该方法对常见的几类横乱烟识别率为96.4%。
关 键 词:L140、横乱烟支、视频监控、图像识别
1 引言
L140联机用于将卷烟机生产的烟支输送至包装机,同时将多余的烟支存储在储烟桶内,在实际应用中容易出现烟支横、乱的情况,进而造成烟支严重皱纹、弯折、破损等质量缺陷。L140横向输送过道离地面约3米高,操作工抬头只能看到最外侧的情况,需要站在四级梯櫈上才能看到烟堆上方的情况,无法做到实时监控,操作工不能及时发现、处理。
图像处理技术已被广泛用于工业生产实时监控和智能识别中,取得了较好的效果。常德烟机公司甘胜勇设计了在10000支/min 速度下拍摄烟支无变形图像,并识别出大于 1 mm × 1 mm污点的检测系统[1], 中国电子科技集团颜魏伟研究了一种基于机器视觉的烟支空头检测方法[2],华中科技大学曹计昌根据烟支的几何特征设计出一种基于图像分割的烟支计数识别方法[3], 安阳卷烟厂王晖设计了基于机器视觉原理的接装纸缺陷检测装置,济南卷烟厂段晓威利用图像处理算法实现烟虫数量的智能统设计[5]。
2 横乱烟支检测系统
2.1摄像头安装示意图
如图1所示,摄像头1安装在联机过道正上方,获取烟堆上表面图像;摄像头2安装在烟堆正前方,获取滤嘴端图像。
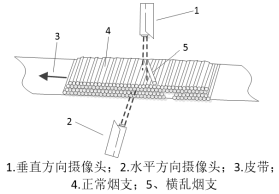
图1 监控摄像头安装示意图
2.2横乱烟支检测流程
L140联机过道横、乱烟支检测流程如表1所示:
表1 横、乱烟支检测流程
步骤 | 操作 |
1 | 工业摄像头实时监控L140联机过道 |
2 | 程序定时获取一帧图片 |
3 | 图片预处理 |
4 | 提取横、乱烟支特征 |
5 | 识别 |
6 | 报警 |
3 烟支图像预处理
3.1灰度化
摄像头获得的图像是彩色图像,需要转化为灰度图,如图2所示,使用加权平均值法,即
![]() (1)
(1)
其中![]() 、
、![]() 、
、![]() 分别为R、G、B的权值。
分别为R、G、B的权值。
3.2二值化
Otsu算法通过计算使得两类像素能分开的最佳阈值或等价类间方差最大,获得的图像分割效果较理想。
设图像![]() 像素总数为N,灰度区间为
像素总数为N,灰度区间为![]() ,对应灰度级i的像素数为
,对应灰度级i的像素数为![]() ,概率为
,概率为
![]() ,且
,且![]() (2)
(2)
记
![]() ,
,![]() (3)
(3)
其中,![]() ,
,![]() 。
。
让T在![]() 范围内依次取值,使公式(4)内间方差
范围内依次取值,使公式(4)内间方差![]() 达到最大时的T值即为Otsu最优的分割阈值[8]:
达到最大时的T值即为Otsu最优的分割阈值[8]:
 (4)
(4)

图2 烟支灰度图像 图3 烟支二值图像
4 横乱烟特征提取与识别
4.1 里层烟支歪斜
如图4所示,二值化图像中横乱烟支处黑色孔洞区域明显比正常烟支间隙大,因此,当图中出现大于一定面积孔洞区域则可判定此处有横乱烟支。
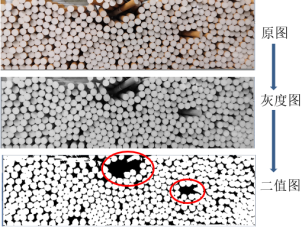
图4 里层烟支歪斜
4.2 表层烟支反向
如图5所示,将烟堆正上方图像分割为黄色滤嘴部分和白色烟条部分,当在白色烟条图像中检测到黄色区域,则可判定此处有反向或倾斜严重的烟支。
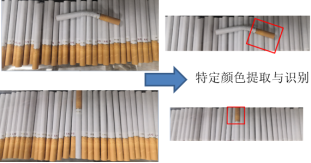
图5 表层烟支反向
4.3 表层烟支歪斜
如图6示,当烟支轻微歪斜,滤嘴端并未完全移动至白色烟条区域时,不采用特定颜色识别法,此时二值图像会形成倾斜的阴影,从而可判断出烟支歪斜。

图6 表层烟支歪斜
5 实验结果
本文统计了实验机组连续运行一周的检测结果,识别率如表2所示:
已识别 | 未识别 | 识别率(%) | |
里层烟支歪斜 | 55 | 3 | 94.5 |
表层烟支反向 | 37 | 1 | 97.2 |
表层烟支歪斜 | 103 | 3 | 97.1 |
汇总 | 195 | 7 | 96.4 |
表2 横乱烟支检测识别率
6 结束语
本文研究了基于图像处理技术的L140联机过道横乱烟支检测方法,介绍了识别流程和常见的几类横乱烟检测原理,实验结果表明该检测方法具有较高的可行性和较好的识别精度。
参考文献(Reference)
[1]甘胜勇.高速烟支表面污点检测技术[J].湖南文理学院学报(自然科学版),2016,28(02):91-94.
[2]颜魏伟,赵霙,曾雄伟.一种基于机器视觉技术的烟支空头检测方法[J].科技视界,2013(08):187+192.
[3]曹计昌,周建琼.基于数学形态学的烟支计数识别[J].计算机辅助工程,2006(02):6-10.
[4]王晖,程小虎,赵淑华,赵举峰.基于机器视觉的接装纸缺陷检测装置[J].烟草科技,2015,48(08):88-92.
[5]段晓威,李健,鲁菁.基于图像处理的烟虫预警系统的设计与实现[J].通讯世界,2016(17):224.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



