德龙钢铁有限公司 054009
摘要:德龙钢铁有限公司3#高炉实现高炉均压煤气全回收后,效果良好。但使用一段时间以后,系统所需时间大幅延长,并且料罐压力不能降低到设定压力,被迫停用。相关人员起初查不到原因,后经设备、环保、工艺相关负责人组织分析讨论,逐一排查,最终找到问题所在,并彻底解决。
关键词:均压煤气;全回收;引射器
一、故障现象
德龙钢铁有限公司是国家环保部获批的第一家“环保A类”民营企业。2021年,全公司三座高炉的均压煤气回收已全部进行升级,实现均压煤气全回收,回收效率由75%提高到了100%。
2022年7月20日,高炉三车间反映近期均压煤气全回收效果差,料罐压力到最低到26KPa后不再下降,并且实测煤气全回收的所需时间26秒至40秒不等,严重影响高炉上料,最终导致高炉亏料线无法使用。车间人员检查设备外观无异常现象,查不到原因,分厂随组织设备、环保、工艺相关负责人分析和排查原因。
二、高炉均压煤气全回收系统介绍
高炉均压煤气全回收是在半回收的基础上增加引射器改造实现。
1、高炉均压煤气半回收
炼铁厂3#高炉最初使用了中冶京诚工程技术有限公司的专利“炉顶均压煤气回收技术”,采用的是自然回收,即当高炉装料系统进入料罐装料程序后,开启均压煤气回收装置,从料罐排出的均压煤气首先进入均压煤气回收除尘器箱体,过滤后的净煤气并入低压净煤气管网,当料罐压力达到设定值后,切断回收系统,然后,按照高炉装料程序将料罐中的残余煤气通过炉顶小滤袋除尘器和消音器进行放散。该方式所需的操作时间约15秒,煤气回收率约75%。
2、高炉均压煤气全回收
随着京津冀地区关于钢铁行业节能减排的环保政策日益严苛,2020年12月23日唐山市发布的《唐山市钢铁企业一氧化碳减排管控工作实施方案》中提到所有高炉需配建引射器等高效回收设施,实现高炉均压煤气全回收,消除均压煤气放散。
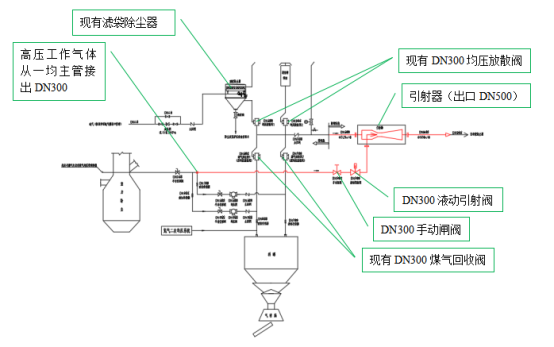
3#高炉在原有半回收的基础上,新增1台引射器、1台DN300液动引射阀和相应管道与原管道对接。引射器用高压工作气体采用一次均压用净煤气,通过引射器将料罐内煤气压力降低至设定压力值后,可直接打开上密阀装料,避免了二次放散流程。该方式所需的操作时间约13秒,煤气回收率约100%,实现均压煤气全回收和零放散,达到了环保政策要求。
三、系统故障原因分析与排查
接到通知后,分厂领导责令相关人员成立专业小组,共同到高炉现场进行分析试验,尝试找出问题所在。专业小组成员主要由机电设备工程师、环保专员、高炉工艺操作技术员等组成,首先每个人都提出了自己的观点,然后汇总之后,针对每个可能发生的因素进行逐一检查和测试,对发现的问题着手整改,尝试解决。
1、引射阀故障
本系统引射阀采用DN300液动蝶阀,动作速度快,阀轴扭矩大,前期出现过阀轴窜动、阀板松脱故障,后更换新阀并调整液压油压力,未再出现过类似现象。本次系统故障后首先考虑到是否是引射阀又出现问题,造成阀门开关不正常导致无法回收。
经机电工程师到引射阀现场观察几次阀门开关后,发现动作正常,阀门关闭后严密无泄漏,限位指示到位、信号正常。最终专业小组一致认为可排除此因素。
2、止回阀犯卡
止回阀安装在煤气回收箱体出口管道上,如果止回阀犯卡,会造成煤气压力低时顶不开阀板,从而导致管道截面积变小和阻力增大,影响煤气无法快速顺畅地通过。此止回阀外表无任何开关指示,无法通过肉眼观察,机电工程师决定采用听声判断。
经观察,煤气回收期间,止回阀阀板动作声音清脆响亮,没有任何卡阻迹象。这一因素也被排除在外。
3、下密阀关不严
料罐均压煤气回收过程中,料罐和高炉之间通过下密阀进行密封和隔断,如果下密阀关不严,则会出现料罐煤气压力降低后,高炉内煤气通过下密阀缝隙进入料罐内部,从而导致料罐一直有压力且无法排净。
高炉工艺操作技术员通过将上密阀和下密阀关闭后,打开均压煤气放散阀,料罐压力降为零后,再关闭放散阀,反复观察几次,料罐压力均未上涨,因此判断下密阀关闭较为严密,不存在关不严泄漏情况。
4、煤气管道弯处积灰
煤气管道因受现场条件所限,存在多个90°弯甚至是“几字”弯,加上回收箱体前的煤气未经过滤,属于高炉荒煤气,存在大量粉尘和颗粒物,长期积存可能会堵塞管道,造成煤气流通不畅。
专业小组通过敲击管道拐弯处,声音并不沉闷,可以排除管道堵塞的可能。
5、煤气管网压力高
煤气管网压力也是决定引射效果的重要因素之一。正常煤气管网压力不高于15KPa,如果过高,会导致引射器后回收箱体出口阻力大。在引射器功率一定的前提下,煤气管网压力越低,引射效果越好。试验当天,煤气管网压力在12KPa,压力并不高,但调压阀组前面的5V1蝶阀关不严轻微内漏,有可能导致均压煤气管道与管网管道接口处煤气压力升高,因此处并无压力检测点,是否因箱体后端管道压力高造成无法判断。
专业小组认为,如果找不到其他影响因素,就利用高炉下一次停炉检修机会,将均压回收煤气出口管道改接至热风炉煤气管道上,此处煤气压力比管网煤气压力要低3KPa左右,有助于引射效果提升。
6、引射器堵塞或损坏
引射器是利用一股高速高能流(液流、气流或其他物质流)引射另一股低速低能流的装置。引射器通过从外界引一股连续气流,气体经过引射器的缩放喷嘴后形成高速气流,由于引射作用在喷嘴出口处形成真空,达到类似于真空泵的抽吸能力。因高炉均压煤气是通往煤气管网,煤气管网压力在12-15KPa,若无引射器,则料罐压力下降到与管网压力持平后将不会下降。通过安装引射器,可将料罐“抽真空”,从而实现全回收。因此,引射器是均压煤气全回收的心脏,若引射器堵塞或损坏不能正常工作,必会导致料罐压力不能降至设定压力的现象发生。
专业小组人员将箱体对空放散阀打开,通过对比使用引射器和不使用引射器料罐压力的变化,发现使用引射器后料罐压力可降至13KPa,不使用引射器时料罐压力降至17KPa,说明引射器可以正常工作且有明细效果。
7、煤气回收箱体布袋堵塞
煤气回收除尘器箱体于2019年建成投入使用,因煤气管线长且温度低,煤气到达箱体时存在大量水汽,容易粘结布袋。本批布袋已使用3年有余,很可能是布袋透气性变差,导致系统阻力大,煤气流通不畅影响引射效果。专业小组人员将煤气回收除尘器箱体对空放散阀打开,关闭炉顶对空放散阀,打开煤气回收阀后,按正常推断,料罐压力可迅速降低到0KPa,但试验结果是:料罐压力降至17KPa后持续10秒钟不再下降,因此可推断箱体布袋已严重堵塞,此是造成本次全回收系统故障的根本原因。
四、故障处理与验证
高炉三车间将箱体进出口盲板阀关闭后,打开人孔,发现布袋粘结非常严重,于是将238条布袋全部更换。系统再次投用后,均压煤气全回收效果良好,料罐压力可到0KPa,操作时间降低至了12秒,完全达到了预期效果。
五、总结
高炉均压煤气全回收系统是近年研发的新产品新技术。通过本次系统故障的分析排查与处理,不但使3#高炉均压煤气全回收系统可以正常使用,解决了环保难题,而且各专业小组人员对设备和工艺有了更深一步的了解和渗透,这将对今后的保障系统稳定运行和熟练应用产生更加深远的影响。
参考文献:
[1]许冠忠.高炉炉顶放散煤气回收技术的发展[J].冶金能源.1985,(5).38.
[2]刘树芳,唐炜.高炉炉顶综合煤气连续分析技术应用 [J].四川冶金,2009,31(1):49-52.
[3]王洪军.高炉炉顶料罐均压放散煤气回收的研究与应用 [J].冶金能源,2016,35(6):40-42.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



