兰州石化公司建设公司焊接技术中心 甘肃兰州 730060
摘 要:多年来不锈钢焊接时背面氧化一直是焊接工艺上一个亟待解决的问题。一般采用背面充氩保护,但当容器较大、管道较长或背面无储气空间时,将浪费大量的氩气、还会出现保护效果不好,影响焊接质量。采用药芯焊丝,背面不充氩钨极气体保护焊(GTAW)(手工钨极氩弧焊)焊接不锈钢管道,既简单易行,又能保证焊缝焊接质量。焊接时,焊药会渗透到熔池背面,形成一层致密的保护层,避免焊道背面氧化,从而保证了焊接质量。同时节省了大量的充氩保护辅助用工,成本低,功效高,具有显著的优越性。
关键字:不锈钢药芯焊丝、焊接质量、不充氩、手工钨极氩弧焊
1概述
随着我公司近年来工艺管道工程量的逐步增加,为了改善施工作业效率、强度和提高工业管道焊接技术水平,通常采用管内充氩保护的手工钨极氩弧焊来解决公司检维修项目及在建项目的实际施工过程中不锈钢管道焊接焊缝背面质量问题。不锈钢焊接时,由于不锈钢和氧的亲和力较大,如果背面不采取充氩保护,熔敷金属易在焊接过程中氧化,产生焊接缺陷。因此在进行不锈钢管道氩弧焊接时,为了保证焊缝背面焊接质量,通常采用管内充氩保护措施。在不锈钢管道施工中,由于管道的管径、长度及结构的不同,焊接时需要大量氩气进行管内保护,且气流量过小,气保护不好,焊缝背面容易氧化。气流量过大,焊接时产生涡流带入空气,保护效果也会变坏,无法控制及监控充气时管内空气是否排净,严重影响焊接质量。为此我们开发了不锈钢管内不充氩手工钨极氩弧焊药芯焊丝新工艺,并进行了推广应用,取得了良好的效果。
2材料的选择
表1、表2、表3 分别为母材、不锈钢药芯焊丝、不锈钢焊条的化学成分和机械性能。
表1 316L不锈钢管化学成分和机械性能【3】
钢管材质 | 316L | 管材规格(mm) | φ108×6 | 炉号 | 1004F-9B | ||||||||||||
供货单位 | 华迪钢业集团有限公司 | 证明书号 | 0904-080 | ||||||||||||||
C | Si | Mn | P | S | Ni | Cr | |||||||||||
0.025 | 0.35 | 0.65 | 0.034 | 0.018 | 10.33 | 16.24 | |||||||||||
屈服强度σS(MPa) | 324/325 | 抗拉强度σb(MPa) | 630/625 | 延伸率δ(%) | 62/60 | ||||||||||||
表2 不锈钢药芯焊丝化学成分和机械性能【5】
牌号 | SQA316L-T | 生产厂家 | 天津三英 | 型号 | R316T1-5 | 规格 | φ2.5 | |||||||||||||
项目 | C | Si | Mn | P | S | Ni | Cr | Mo | ||||||||||||
保证值 | ≤0.03 | ≤1.2 | 0.5-2.5 | ≤0.05 | ≤0.03 | 11.0-14.0 | 17.0-20.0 | 2.0-3.0 | ||||||||||||
测量值 | 0.028 | 0.60 | 1.38 | 0.032 | 0.006 | 12.72 | 19.68 | 2.88 | ||||||||||||
抗拉强度σb(MPa) | 保证值 | ≥485 | 延伸率δ (%) | 保证值 | ≥30 | |||||||||||||||
测量值 | 520 | 测量值 | 35 | |||||||||||||||||
表3 不锈钢焊条化学成分和机械性能【5】
牌号 | CHS022 | 生产厂家 | 自贡大西洋 | 型号 | E316L-16 | 规格 | φ2.5 | |||||||||||||
项目 | C | Si | Mn | P | S | Ni | Cr | Mo | Cu | |||||||||||
保证值 | ≤0.04 | ≤0.90 | 0.5-2.5 | ≤0.04 | ≤0.03 | 11.0-14.0 | 17.0-20.0 | 2.0-3.0 | ≤0.75 | |||||||||||
测量值 | 0.027 | 0.62 | 0.98 | 0.029 | 0.013 | 11.69 | 18.66 | 2.52 | 0.132 | |||||||||||
抗拉强度σb(MPa) | 保证值 | ≥490 | 延伸率δ(%) | 保证值 | ≥30 | |||||||||||||||
测量值 | 595 | 测量值 | 41 | |||||||||||||||||
3焊接方法及焊接设备的选择
3.1焊接方法的选择
根据实际生产及工艺特点,选择了钨极气体保护焊(GTAW)(保护气体为氩气)和焊条电弧焊(SMAW)这两种焊接方法,设备简单,操作灵活,焊接质量稳定,成本低。
3.2焊接设备的选择
设备:唐山松下产业机器有限公司,氩弧焊机YC-500WX4HGE。
4焊接工艺性试验准备
4.1坡口形式及组对要求
坡口参数尤为重要,这是获得优质焊缝的先决条件,但是也容易被焊接人员所忽视。当采用钨极气体保护焊(GTAW)(保护气体为氩气)工艺时,如果坡口度数不能满足要求,容易造成背面焊缝成型不良、气孔、未焊透和未熔合等缺陷【3】。
组对执行图1的参数要求。
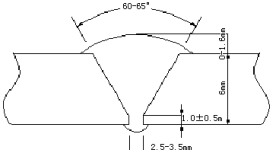
图1 坡口形式
4.2焊前清理,去除母材焊件及焊材表面油污。
4.3 采取适当的挡风措施焊接, 防止焊接气孔产生。
5焊接工艺性试验
分别采用钨极气体保护焊(GTAW)(保护气体为氩气)进行了3组试验,钨极气体保护焊(GTAW)+焊条电弧焊(SMAW)进行了3组试验.焊接位置均为立向上焊(VU)。
5.1钨极气体保护焊(GTAW)焊接工艺参数见表4,钨极气体保护焊(GTAW)+焊条电弧焊(SMAW)焊接工艺参数见表5。
表4 钨极气体保护焊(GTAW)焊接工艺参数
序号 | 焊道 层次 | 焊接方法 | 电源及极性 | 焊接 电流 (A) | 焊接 电压 (V) | 焊接速度(cm/min) | 保护气体 | 保护气 体流量L/min | 预热/层间温度(℃) | 线能量(kJ/cm) |
1 | 根焊 | 钨极气体保护焊(GTAW) | DCEN | 70-100 | 9-12 | 5.0-7.0 | Ar | 10-12 | 室温 | ≤14.00 |
2 | 填充焊 | 钨极气体保护焊(GTAW) | DCEN | 90-110 | 9-12 | 5.5-8.0 | Ar | 10-12 | <100 | ≤14.00 |
3 | 盖面焊 | 钨极气体保护焊(GTAW) | DCEN | 90-120 | 9-12 | 5.5-8.0 | Ar | 10-12 | <100 | ≤14.00 |
注:DCEN-表示焊接电源为直流、焊件接直流电源正极 DCEP-表示焊接电源为直流、焊件接直流电源负极。
表5 钨极气体保护焊(GTAW)+焊条电弧焊(SMAW)焊接工艺参数
序号 | 焊道 层次 | 焊接方法 | 电源及极性 | 焊接 电流 (A) | 焊接 电压 (V) | 焊接速度(cm/min) | 保护气体 | 保护气 体流量L/min | 预热/层间温度(℃) | 线能量(kJ/cm) |
1 | 根焊 | 钨极气体保护焊(GTAW) | DCEN | 70-100 | 9-12 | 5.0-7.0 | Ar | 10-12 | 室温 | ≤14.00 |
2 | 填充焊 | 焊条电弧焊 (SMAW) | DCEP | 60-80 | 20-23 | 6.0-8.0 | / | / | <100 | ≤16.00 |
3 | 盖面焊 | 焊条电弧焊 (SMAW) | DCEP | 60-80 | 20-23 | 5.5-8.0 | / | / | <100 | ≤16.00 |
5.2试验分析项目
每组试验分析项目见表6。
表6 每组试验分析项目表
序号 | 检验项目 | 检验数量 |
1 | 射线检测 | 试件进行100% RT检测 |
2 | 弯曲试验 | 4件 |
3 | 晶间腐蚀 | 2件 |
4 | 化学成分 | C、Si、Mn、P、S、Ni、Cr、Mo、Cu |
5.3 RT检测
对6件焊接试件进行RT检测,未发现缺陷,全部合格,符合NB/T 47014-2011标准【2】。
5.4拉伸试验
对6组(12件)试件进行拉伸试验,全部合格,符合NB/T 47014-2011标准。具体数据见表7。
表7 各组试件拉伸试验
试样号 | 抗拉强度(MPa) | 断裂部位和特征 |
钨极气体保护焊(GTAW):1 | 545 | 母材 |
560 | 母材 | |
钨极气体保护焊(GTAW):2 | 550 | 母材 |
565 | 母材 | |
钨极气体保护焊(GTAW):3 | 560 | 母材 |
565 | 母材 | |
钨极气体保护焊(GTAW)+焊条电弧焊(SMAW):1 | 550 | 母材 |
565 | 母材 | |
钨极气体保护焊(GTAW)+焊条电弧焊(SMAW):2 | 555 | 母材 |
560 | 母材 | |
钨极气体保护焊(GTAW)+焊条电弧焊(SMAW):3 | 550 | 母材 |
560 | 母材 |
5.5弯曲试验
我们对6组(24件)试件进行弯曲试验,未发现缺陷,全部合格,符合NB/T 47014-2011标准。
5.6晶间腐蚀(硫酸-硫酸铜)
对6组(12件)试件进行硫酸-硫酸铜,未发现缺陷,全部合格,符合GB/T4334-2008标准【2】规定的方法E。
5.7化学成分见表8。
表8 各组试件化学成分
试样号 | C | Si | Mn | P | S | Ni | Cr | Mo | Cu |
GTAW:1 | 0.028 | 0.60 | 1.38 | 0.032 | 0.014 | 12.72 | 19.68 | 2.88 | - |
GTAW:2 | 0.027 | 0.60 | 1.25 | 0.030 | 0.012 | 11.68 | 19.17 | 2.44 | - |
GTAW:3 | 0.029 | 0.62 | 1.37 | 0.031 | 0.012 | 11.54 | 18.86 | 2.56 | - |
GTAW+SMAW:1 | 0.029 | 0.62 | 1.12 | 0.031 | 0.015 | 11.69 | 18.55 | 2.52 | 0.18 |
GTAW+SMAW:2 | 0.029 | 0.60 | 1.15 | 0.030 | 0.012 | 12.70 | 19.22 | 2.58 | 0.15 |
GTAW+SMAW:3 | 0.027 | 0.60 | 0.98 | 0.029 | 0.013 | 11.92 | 18.66 | 2.52 | 0.20 |
6 药芯焊丝和实芯焊丝打底焊接的对比分析
药芯焊丝和实芯焊丝打底焊接对比分析见表9.
表9药芯焊丝和实芯焊丝打底焊接对比分析表(以φ108×5mm、316L管为例)
类别 | 实芯焊丝 | 药芯焊丝 |
焊丝厂家 | 天津三英 | 天津三英 |
规格 | φ2.4 | φ2.5 |
价格 | 70 | 110 |
每公斤焊丝焊接焊口数 (以Φ108x5mm管径为例) | 23 | 22 |
内部保护用氩气用量 | 1.5瓶 | / |
内部保护用氩气费用 | 150 | / |
合计费用(元/个) | 9.57 | 7.0 |
每8小时焊接的焊口数(个) | 2~4 | 8~10 |
注:合计费用不含外部保护用氩气费用。
6.1药芯焊丝的价格是实芯焊丝的近2倍,远高于实芯焊丝的价格。
6.2 焊接不锈钢打底焊时,采用实芯焊丝手工钨极氩弧焊,管内保护需用氩气;采用药芯焊丝手工钨极氩弧焊,管内不需保护气体。因此,采用实芯焊丝用手工钨极氩弧焊方法打底焊接不锈钢时,需耗用保护气体氩气。
6.3 在不包含外部保护用氩气费用的前提下,选用药芯焊丝的成本略低于选用实芯焊丝的成本。
6.4 焊接效率,采用药芯焊丝是采用实芯焊丝的2~4倍。
7结论
采用不锈钢管手工钨极氩弧焊打底焊时,药芯焊丝的价格远高于实芯焊丝,但采用实芯焊丝,管内保护需用氩气,采用药芯焊丝,管内不需保护气体,在不包含外部保护用氩气费用的前提下,选用药芯焊丝成本略低于选用实芯焊丝的成本。同时,药芯焊丝的焊接效率远大于实芯焊丝。因此,将不锈钢管内不充氩手工钨极氩弧焊药芯焊丝焊接工艺进行推广使用。
参考文献:
【1】NB/T 47014-2011.承压设备焊接工艺评定[S]
【2】GB/T4334-2008,金属和合金的腐蚀 不锈钢晶间腐蚀试验方法
【3】中国机械工程学会焊接学会.焊接手册(3版).北京:机械工业出版社,2008
【4】尹士科.焊接材料及接头组织性能〔M〕.北京:化学工业出版社,2011:279
【5】机械科学研究院哈尔滨焊接研究所.焊接材料产品手册.北京:机械工业出版社,2012
1

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



