内蒙古大唐国际托克托发电有限责任公司,010206
摘要:本文主要对高调门十字套脱落及阀杆断裂等相关问题展开了系统的分析、判断、研究,并针对性的提出了高调门故障诊断及防范措施。以期能够为电力行业相关类型汽轮机高调门故障特性处理应用方面提供有价值的参考和借鉴。
关键词:汽轮机;高调门;十字套;
一、高调门异常统计
近年来,机组运行中高压调速汽门十字套脱落及阀杆断裂情况共发生8次,其中十字套脱落共发生4次,分别为3号机CV3、5号机CV3、6号机CV2、6号机CV3。阀芯脱落发生1次,为4号机CV4。阀杆断裂共发生3次,分别为5号机CV3、7号机CV2、11号机CV2。根据目前高调门出现异常的机组情况来看,三、四期机组运行中出现异常最多,共发生5次,分别为5号机2次,6号机2次,7号机1次。二期机组共发生2次,分别为3号机1次,4号机1次。呼铝电机组共发生1次,为11号机1次。就高调门实际状况统计,2号高调门出现异常3次,3号高调门出现异常4次,4号高调门出现异常1次。
二、高调门异常情况分析
1、3号机CV3运行异常分析
2021年12月27日,3号机运行中CV3阀后压力突然下降,且低于调节级压力,主汽压力升高,机组负荷降低,分析为3号高调门突关引起。将CV3切手动并传动,调门在33%至50%之间观测到调门阀杆动作,50%以上阀杆不动作,整个传动过程中阀后压力一直保持不变。
解体后检查发现阀杆与十字头连接螺纹损坏、阀杆止动键脱落。原因为阀杆防转键槽与键配合存在设计缺陷,当机组运行中阀碟受汽流扰动产生圆周方向作用力,并带动阀杆圆周振动,振动引起键与键槽磨损,当键与键槽配合间隙变大时,阀杆存在小角度旋转,十字头与阀杆配合不紧密,存在间隙。调门长时间频繁动作导致阀杆与十字头连接螺纹磨损,最终造成十字头与阀杆脱开。
2、5号机CV3运行异常分析
2020年03月06日晚5号机负荷下降过程中,负荷由470MW突降至440MW,检查综合阀位指令上升,CV3调门后压力由11.3Mpa降至7.7MPa,就地检查确认CV3十字套与阀杆连接处脱开,将CV3解手动关闭。03月07日晚将CV3操纵座解体后吊出,检查发现十字套底部止动块已脱落,阀杆与十字套内提升螺母螺纹磨损,无法固定阀杆。原因分析如下:
(1)十字套底部止动块已脱落,十字套材质为45Cr1MoV,焊接性差,汽门频繁动作震荡等会引起止动板焊缝开裂。
(2)止动板脱落后,阀杆产生旋转,使得阀杆顶部、垫环、十字头之间产生缝隙,汽门动作时阀杆在提升螺母内晃动,导致螺纹受损,阀杆与提升螺母脱开。螺纹处标准尺寸为φ63.5mm,就地实测磨损至62.8mm。
具体处理方式为:
(1)在阀杆顶部加装热紧环,热紧环与阀杆顶部间存在0.20mm紧力。
(2)车削提升螺母,旋紧后应与热紧环接触。在提升螺母上车削三个通槽,回装提升螺母后,在通槽位置将阀杆与提升螺母焊接牢固。将热紧环、提升螺母、阀杆变为一个整体。
(3)提升螺母、止动板、螺塞全部更换为新备件。回装完成后传动及运行正常。
3、7号机CV2运行异常分析
2022年01月07日09点30分,7号机2号高调门后压力偏低,与调节级压力偏差小于0.5MPa,就地检查并传动CV2,发现阀杆与十字套之间存在相对运动,且调门开度在30%以上时,阀后压力才开始有变化,开度在50%至全开过程中,阀后压力始终没有变化。由此判断阀杆断裂。2022年01月17日,解体检查7号机2号高调门,就地确认阀杆沿与提升螺母焊接位置下部螺纹退刀槽处断裂。本次已将十字套及阀杆更换为锥套型式,全部回装后调门传动正常,待机组启动后继续观察调门运行状况。
三、高调门十字套结构分析
目前全厂机组在装的高调门十字套结构分为五类,即止动销结构、止动键结构、止动板结构、锥套结构、自对中结构。具体结构型式如下:
1、三、四期止动板结构型式
十字套内部为圆柱孔,通过一个提升螺母作为阀杆与十字套的联接作用,提升螺母外圆与十字套上的孔采用间隙配合,在提升螺母外圆上开导向槽,在十字套上装导向销以防止提升螺母转动,并保证提升螺母可以上下移动;提升螺母的定位由螺塞完成;先旋转螺塞,然后测量出提升螺母与十字套之间的顶部间隙,保证该间隙值为3mm后,再装入止退螺钉,防止螺塞退出。阀杆端面与十字套之间仍需通过调整垫片来进行调整,阀杆端面贴合要求可适当降低,允许该处存在微小间隙,其间隙值不大于0.20mm。以防止阀杆与十字套之间相互转动,在阀杆上补充加工了两个平面,用止动板限制其转动,止动板采用焊接的方式固定在十字套上。
2、三、四期锥套结构型式
此改进结构设计为:阀杆上端设计成一定角度的锥体,与锥形衬套配合为一体,用圆螺母牢固锁紧后再加装一带槽锁紧圆螺母将圆螺母锁死,防止圆螺母可能发生的松脱。完成上述装配工作后将锥形衬套连同阀杆同时装入十字头并用螺栓与十字头连成一体。与原设计比较,连接形式由焊接止动板防旋脱改为螺纹连接防脱,原设计的止动板焊接空间小,作业难度大,焊接质量低的弊病不会在该结构上发生;拆卸、维修方便,只需拆除连接螺钉,便完成了十字头与阀杆的分解工作。阀杆与衬套的分解,卸掉上端螺母后,便可取下衬套。
该设计结构还巧妙利用内外锥面紧密配合的自锁原理,能更好的保证锥套与阀杆的对中,并且可以有效地抑制因汽流扰动所引起的阀杆不规则颤动,大大增强了调节阀工作的稳定性。阀门关闭时,承受冲击力由原来螺纹和连接销改为锥面,显著提高了阀杆连接的耐冲击能力。
3、二期止动键结构型式
十字套与阀杆通过螺套、套环、调整压盖、6条M20螺栓、螺母固定,螺套内部存在螺纹并与阀杆螺纹配合,阀杆与套环存在配合键槽,用宽20、长36、厚12的键装配,确保阀杆与十字套不发生圆周位移。将阀杆旋入螺套,装配调整压盖,调整压盖顶部与十字套底部全部接触,同时调整压盖与螺套间隙为0.1-0.2mm后装配φ6的防转销,防止调整压盖与螺套产生相对圆周运动;调整压盖与阀杆旋入M17圆柱头内六角螺栓,确保调整压盖随阀杆同时上下移动;紧固M20螺栓,将套环、螺套、调整压盖、十字套固定在一起,确保阀杆与十字套同时上下移动。
4、一期、呼铝电止动销结构型式
十字套内部设置螺纹,与阀杆螺纹配合,保证阀杆随十字套上下移动。阀杆顶部装配一块调整垫块,确保阀杆、调整垫、十字套之间无间隙。十字套与阀杆设置销孔,通过装配φ12.7的销子防止阀杆与十字套发生圆周方向转动。
5、五期自对中结构型式
如图1所示:
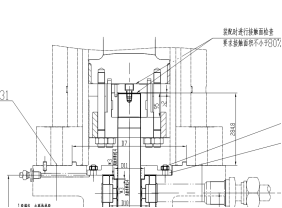
图1 五期自对中结构型式
四、高调门故障诊断及防范措施
根据近些年高调门十字套在机组运行中出现异常情况总体来看,阀杆与十字套脱开的原因通常有两种:
1、止动装置脱落
无论是止动板结构、止动键结构还是止动销结构,如果在运行中突然脱落或断裂,都会造成阀杆与十字套之间相互转动,阀杆螺纹部分退出,阀杆顶部端面与十字套处本不该有间隙却形成了间隙。加之阀门频繁活动甚至停机打闸,都会对螺纹产生较大冲击力,导致螺纹损伤,阀杆脱落。
2、阀杆螺纹脱扣
这种情况可能在十字套装配不当时出现,比如安装时螺塞未旋到底,或者提升螺母与十字套之间的顶部间隙偏大,就会导致提升螺母在十字套内部受冲击时,窜动量较大,会损伤螺扣,造成阀杆螺纹脱扣,继而带动止动板脱落,最终导致阀杆脱落。
高调门出现异常时,都会造成机组负荷突降,主汽压力突升,综合阀位指令突升,调门后压力突降。再通过就地查看调门传动过程,确认阀杆是否完全脱落及脱落部位,若调门传动过程中,阀杆跟着动作,但阀后压力无变化,基本确认为阀芯脱落;若阀杆始终不动作,且阀后压力无变化,基本确认为阀杆完全脱落;若阀杆跟着动作,且阀后压力有变化,基本确认为阀杆部分脱落或阀杆断裂,若结构为焊接后的止动板型式,那么此情况一定是阀杆断裂,若是其它结构,则是阀杆部分脱落。
目前已在三、四期机组装设硬光字预警,即机组正常运行中,当高调门后压力与调节级压力的差值小于0.5MPa时,系统自动报警(4号高调门由于运行中开度较小,多设置了调门开度大于30%这个条件)。说明高调门运行中出现异常,需要立即分析判断。该预警为提前预判高调门异常提供了有力支撑,后续计划逐步应用到全厂各台机组中。
参考文献:
[1]姚远. 600 MW 亚临界汽轮机高压调门故障分析及其改造[J]. 内燃机与配件,2019(9):126 -127.
[2]杨光辉,张圆,庄小凤. 高调门门杆松脱的原因分析与对策[J]. 科教导刊(上旬刊),2013(01):183-184.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



