威海职业学院 山东 威海 264210
摘要:文章针对企业提出的技术难题,给出了在原有热处理工艺上进行改善和选用替代材料进行加工后热处理的两种解决方案。一是通过改变淬火介质和独特的碱浴配方解决开裂和软点问题,二是通过改选材质降低热处理难度,两种方案经过实践检验都能完美解决企业提出的技术难题,具有一定的实用性和经济价值。
关键词:开裂易碎和软点;淬火介质;碱浴配比
威海文登区某工具集团公司是世界著名的五金手动工具制造商,主要产品涵盖了活动扳手、大力钳、管钳、断线钳、套筒等。企业在生产中面临一些技术难题寻求解决方案,其中在采用45号钢制造活动扳手时,产品在热处理过程中出现了部分危险截面的开裂缺陷和易碎倾向,以及部分区域出现硬度偏低和软点等问题。本文针对企业该产品的选用材料、热处理工艺及其加工工艺等方面,给出了在原有热处理工艺上进行改善和选用替代材料进行加工和热处理的两种解决方案。
1 企业产品热处理技术难题提出
活动扳手作为该工具集团公司的拳头系列产品之一其生产规模相当可观,目前产品选材为45号钢生产加工,活动扳手在热处理工艺过程中遇到如下两个难题。
1.1活动扳手局部出现开裂缺陷和易碎倾向,具有开裂和易碎倾向的部位见活动扳手图1标注位置。
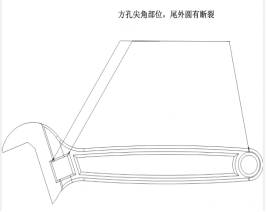
图1
图4
1.2活动扳手45号钢材质热处理淬硬层浅,活动扳手头部边缘3mm以外区域硬度偏低且易出现软点,具体区域见活动扳手图2标注位置。
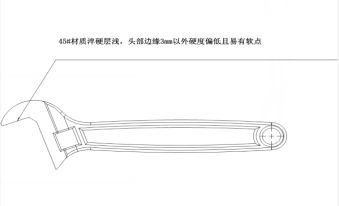
图2
2 活动扳手在热处理过程中出现上述问题的具体分析
2.1开裂缺陷和易碎倾向
根据该活动扳手产品的结构特点可以看出,出现裂缺陷和易碎倾向的部位都处于产品结构的危险截面处。这些危险截面的共同特点是处于结构的边缘处和截面尺寸变化的交界处,因而热处理在组织转变时极易产生应力集中,从而出现开裂。钢在加热和冷却过程中,其内部发生组织与结构变化,同时内部也会产生一定的组织应力,因此危险截面就具有明显的开裂和易碎倾向。
2.2淬硬层浅和软点
2.2.1淬硬层浅的问题分析,钢的淬透性好坏影响着其淬硬层的深浅,淬硬层越深表示钢的淬透性越好。
2.2.2软点的问题分析,钢在淬火时加热温度过低、保温时间不足,或者冷却速度不够时,都会造成硬度达不到要求的数值,这种现象叫做硬度不足,我们把工件局部区域产生硬度不足叫做软点。
综上所述两点,活动扳手出现淬硬层浅和局部出现软点的缺陷都与冷却介质有关,因为不同的冷却介质决定材料的冷却速度,因此冷却介质的选用很关键。
2.3热处理前的产品检测
由于活动扳手是采用模锻加工,在模锻锤上实现活动扳手生产的自动化无人操作,锻造过程中机械手对工件的夹持有稳定性要求,对机械手的防震动要求较高。在模锻过程中若防震处理不当,在锻造过程易出现裂源或其他原始缺陷。由于受力状态、材质及介质特点,实际金属材料的断裂都比较复杂,常常不是单一的断裂形式,往往是延性断裂和脆性断裂两种断裂的混合形式,因此在进行热处理工序前要对扳手进行抽检或批量检测,检测出存在内部缺陷的不合格产品无需再进行热处理,提前排除开裂诱因。
综上分析,要消除缺陷的产生和减小缺陷倾向,提高淬透性解决淬硬层浅,提高硬度值消除软点,就要制定合理的热处理工艺,改善材料的化学成分或选用合适的材料。
3解决方案
变形、开裂,过热、过烧、硬度不足、淬硬层浅等都是属于在热处理生产中淬火工艺控制不当造成的缺陷,因此要根据实际情况制定解决方案。
3.1方案一:40Cr替代45号钢
40Cr替代45号钢模锻加工活动扳手,热处理工艺基本沿用传统工艺措施,批量生产采用网带炉加热。40Cr热处理工艺曲线图见图3,入炉温度为A点680℃,温升至B点860℃然后保温90分钟,监测炉内碳势CP0.57%,保温90分钟后到C点,炉温调整至D点840℃再保温18分钟至E点,监测炉内碳势CP0.52。出炉淬火,淬火油淬火15分钟,淬火油温度60℃。
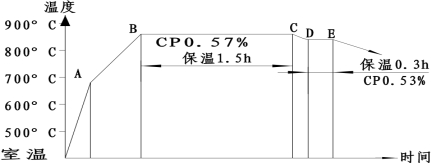
40Cr热处理工艺曲线图 图3
淬火后要及时回火,要求在4小时内回火,可减少缺陷率85%,若淬火后超过4小时再回火,缺陷率则会增加30%以上。回火温度380℃,保温120分钟,空冷,回火硬度:HRC48—52。
3.2方案二:45号钢淬火介质选为碱浴
热处理时对工件进行淬火,既要保证能得到马氏体组织,又要防止出现开裂与变形过量等缺陷,选用合适的冷却介质和适当的淬火方法就非常关键。如45钢制造直径为15mm的轴,经840℃加热后,若在空气中冷却,其表面硬度小于209HBS(W),若在油中冷却,其表面硬度可达HRC45左右,若用水冷却,其表面硬度则能达到HRC55左右。因此加热条件相同,但如果冷却条件不同,其性能会产生明显的差别。
由此可见合理选用不同的淬火介质改善冷却条件,用碱浴替代淬火油作为淬火介质可有效解决45钢活动扳手的淬硬层浅、硬度不足、局部软点及降低开裂倾向等缺陷,但确保碱浴介质溶液的配比要科学合理。
45号钢热处理工艺曲线图见图4,入炉温度为A点680°,温升至加820℃然后保温120分钟,出炉预冷45秒,放入碱浴中淬火20分钟,清洗时水温为60℃
碱浴配比:火碱氢氧化钾KOH为86%,硝酸钠NaNO3为6—7%,水7—8%,碱浴使用温度140℃—170℃。
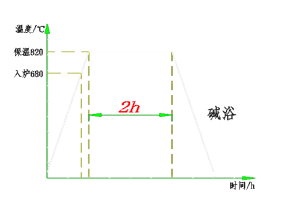
图4
要及时回火,要求在4小时内回火,回火温度 370℃,保温120分钟,空冷。
4.结论
通过上述两种方案都能有效解决活动扳手局部区域硬度不足、出现软点,以及降低危险截面开裂倾向等缺陷。第一种方案优化选材,40Cr替代45号钢的优点是热处理工艺成熟,实现较为简单,缺点是材料成本略微提高,但成本可控,批量生产时材料成本的增加部分可忽略不计。第二种方案优化工艺,淬火介质由独特配比的碱浴替代淬火油,活动扳手的材质不变生产成本不增加,需要对淬火后工件的清洗液进行环保处理。总之,通过两种方案对该活动扳手的实际热处理,完全解决了该企业活动扳手产品热处理环节出现的问题,具有良好的经济效益,实用性极强。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



