1.皖西学院机械与车辆工程学院 安徽省 六安市 237000 2.六安恒源机械有限公司博士后科研工作站 安徽省 六安市 237000
摘要:针对5083铝合金表面难以激光熔覆制备高表面性能涂层的问题,拟开展铝合金表面激光熔覆制备FeCoNi-M系高熵合金基复合涂层研究工作。研究包括FeCoNCu高熵合金涂层成型质量工艺分析。旨在解决传统涂层材料应用在铝合金表面难以调控复杂金属间化合物在涂层中生成、原位合成高熵合金难以获得组织均匀涂层、新材料与激光沉积工艺匹配性等技术问题。
关键词:铝合金;激光熔覆;高熵合金;工艺分析
1.引言
基于全球对低能耗排放需求,产品“轻量化”制造在各领域中逐渐得到重视,而在轻量化材料中,铝合金以高比强度、比刚度和经济性,已成为轻量化设计中首选材料。在水下装备制造领域,主要选用兼具良好耐腐蚀性和经济性5083铝合金,然而,由于其表面较低的硬度和耐磨性,在水下极端环境下易出现性能失效。
论文基于安徽省六安恒源机械有公司水上装备相关技术开发项目。在其制造的水工装备中,受限于高表面力学性能要求,大多数采用钢材料制造,而基于企业低碳节能装备战略发展方向,研发出适用于5083铝合金高表面力学性能涂层已成为其水下装备轻量化制造技术储备需求。进一步,铝基表面高性能涂层技术研发对推动相关制造业向低能耗发展也具有重要意义。为同时满足机械装备材料具有结构轻量化和高表面性能需求,开发一种适合于铝合金表面改性的涂层技术具重要意义。由于铝更倾向于与大多数单主元合金反应后形成硬脆金属间化合物,导致涂层开裂,因此本项工作聚焦于多主元合金,涂层主要为FeCoNiCu沉积工作。
2.材料及制备工艺
试验基板选择5083铝合金。试块表面氧化物层最初通过砂纸去除,随后通过用无水乙醇进行超声清洗。用到的参数包括光斑直径Φ3 mm、激光功率1800~2400W、扫描速度200~420mm/min、送粉率5.0~6.8 g/min、搭接率27%~30 %。
3.激光工艺工程分析
激光沉积是光束、粉末、基材共同热作用的过程,而沉积层是激光沉积过程中熔池形成和凝固的结果,熔池的热行为决定了沉积试样最终表面形貌、微观组织、机械性能,在开展实验前对激光沉积过程进行合理分析,有利于缩小工艺实验范围,减少不必要的工作量。
图1为激光沉积过程示意图。激光器采用高斯热源,光束中心能量密度最高,沿半径方向能量密度逐渐降低。在激光沉积初始阶段,光束(Laser beam)同时作用在粉末和基材,基材表面在光束中心位置先形成初始熔池(Initial molten pool),熔池可捕获落入的金属粉末并将其熔化,熔池体积扩大(Expansion of molten pool),同时熔池在光斑直径辐射范围内,温度持续升高,进一步提高捕获粉末能力,而落在光斑直径边缘部分,熔池能量低,只有少部分粉末可以被熔池捕获,而未被捕获的粉末没有吸收足够的能量形成新熔池,散落在沉积层周围。
图1 激光沉积过程示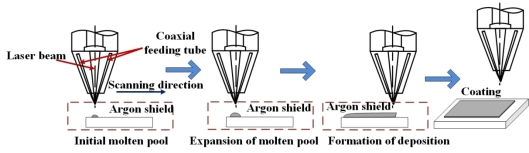 意图
意图
在同轴送粉头(Coaxial feeding tube)和光束移动后,初始熔池离开光束和粉末覆盖范围后不再持续扩大,随着传热条件改变、凝固形成沉积层(Formation of deposition),而在扫描路径前方,新熔池在光粉耦合作用下形成,与初始熔池形成的沉积层在扫描速度方向上连在一起,在散热条件和自身材料属性的综合影响下,不断凝固成具有特定组织的沉积层,最终延伸至扫描过程结束。
初始熔池形成是在光斑直径范围内的粉末、基材和光束相互间共同作用的结果,在制备涂层时,光斑直径越大,制备效率越高,因此大部分研究选择的光斑直径3~4 mm。本研究先选择3 mm光斑直径进行激光沉积实验。沉积材料选用Fe、Co、Ni、Cr、Cu粉末,按等原子比混合(本文中添加元素比例均为原子比)。以激光功率(P)、扫描速度(Vs)、送粉率(Vg)为因子,设计三因素四水平正交实验,实验参数如表1所示。
表1 正交工艺参数设计
实验组 | P (W) | Vs (mm· min-1) | Vf (g· min-1) |
1 | 1800 | 200 | 5.0 |
2 | 2000 | 280 | 5.6 |
3 | 2200 | 360 | 6.2 |
4 | 2400 | 420 | 6.8 |
图2为单道实验的横截面形貌图,每一横列是相同激光功率下的不同送粉率与扫描速度比(Vg/Vs)的几何形貌图,Vg/Vs代表沉积层单位长度上的送粉率,即送粉密度,横轴自原点起,Vg/Vs值逐渐增大,纵轴正方向上激光功率逐渐增大。由图可知,尽管在较宽的工艺范围内进行正交实验,但在3 mm光斑直径制备的涂层仍出现明显裂纹,且部分裂纹沿横向、纵向贯穿整个沉积层。
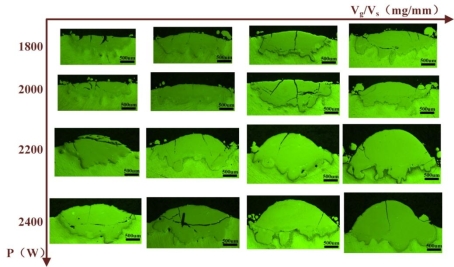
图2 各激光功率和送粉密度制备涂层的横截面形貌
Fig. 2 Cladding layer cross-section map for P and F/S
由前面分析可知,激光沉积过程中最先在光束中心形成初始熔池,随着光束和粉末作用时间延长,熔池尺寸进一步扩大,因此光斑直径直接决定了熔池面积,而熔池在凝固过程中会产生较大的热应力,热应力随熔池面积增加而增大,在快速冷却的条件下,热应力在液态熔池中不能完全释放,会在熔池完全凝固后继续释放,这会对沉积层产生拉应力,为裂纹形成提供驱动力,而铝基材熔点较低,在冷却过程中最后凝固,产生的收缩力也会使得其表面固态沉积层产生的拉应力增加,最终促使沉积层在较大的应力作用下开裂。
4.结论
FeCoNiCu相多主元成分通过激光熔覆技术制备在了5083表面上,通过实验分析发现,在采用3mm激光工艺下,各涂层据开裂。分析主要是因为激光沉积过程中最先在光束中心形成初始熔池,随着光束和粉末作用时间延长,熔池尺寸进一步扩大,因此光斑直径直接决定了熔池面积,而熔池在凝固过程中会产生较大的热应力,热应力随熔池面积增加而增大,在快速冷却的条件下,热应力在液态熔池中不能完全释放,会在熔池完全凝固后继续释放,这会对沉积层产生拉应力,为裂纹形成提供驱动力
参考文献
[1] D.H. Jawad, A. Hosseinzadeh, G.G. Yapici, On the mechanical behavior ofaccumulative roll bonded lightweight composite, Mater. Res. Express 6(9) (2019).
[2] H. Tazari, M.H. Siadati, Nanocomposites of Al5083/SiC; strength and wear behaviors, Mater. Res. Express 6(10) (2019).
[3] Y.X. Li, P.F. Zhang, P.K. Bai, Z.Y. Zhao, B. Liu, Analysis of geometrical characteristics and properties of laser cladding 85 wt.% Ti15 wt.% TiBCN powder on 7075 aluminum alloy substrate, Materials 11(9) (2018).
李彦洲:1988年生,吉林省吉林市人,讲师,皖西学院机械与车辆与工程教师,安徽省六安恒源机械有限公司博士后科研工作站在读博士后,机械主要从事激光加工技术
陈荣娜:1987年生,安徽六安市人,工程师,安徽省六安恒源机械有限公司总经理,
项目资助: 2021年度安徽高校科学研究项目(KJ2021A0947),2021年校级科研项目(WXZR202116), 2021年皖西学院高层次人才自然科学科研启动费(WGKQ2021068),吉林省教育厅科学技术研究项目(项目号:JJKH20210219KJ);皖西学院校级质量工程(wxxy2021075),皖西学院校级质量工程(wxxy2021111)

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



