江苏省张家港市沙钢集团宽厚板二车间江苏张家港215600
摘要:伴随着经济的快速发展和生产规模的不断扩大,客户对钢材的质量和精度要求越来越高,很多钢种必须经过矫直才能达到客户的要求,矫直质量已经逐渐成为衡量产品竞争力的重要标志。江苏沙钢集团宽厚板二车间的热矫直机位于快速冷却装置的出口,其主要作用是在钢板冷却后对钢板进行矫直,但日常操作的主要模式却是半自动加手动,而且在自动模式下有些功能并不完善。本文详细讲述了热矫直机的功能,以及在原来的基础上开发新的自动矫直功能。
关键字:矫直道次、辊缝、模式、矫直速度。
Abstract: the hot straightener in the No. 2 wide and heavy plate workshop of Jiangsu Shagang Group is located at the outlet of the rapid cooling device. Its main function is to straighten the steel plate after the steel plate is cooled. However, the main mode of daily operation is semi-automatic plus manual, and some functions are not perfect under the automatic mode. This paper describes in detail the functions of the hot straightener and the development of a new automatic straightening function based on the original one.
Keywords: straightening pass, roll gap, mode, straightening speed.
热矫直机功能和操作模式
1.1热矫直机的功能
江苏沙钢集团宽厚板二车间热矫直机设备设置在加速冷却系统之后,钢板在轧制的过程中,由于整块钢板表面温度不均匀,因此钢板各个部位的延伸存在一定的偏差,以及钢板再经过加速冷却系统外加辊道输送的原因,不可避免的造成轧后钢板板型出现波浪和瓢曲的情况。为了使钢板的表面工艺质量平直度符合产品和客户的标准要求,经过轧机轧制后的钢板必须经过矫直,通过热矫直工序使轧制后的钢板达到合格的要求。
随着控轧控冷技术在宽厚板生产中应用以来,经过终轧与加速冷却后的钢板表面温度较低,从而造成钢板的屈服强度一定程度上有了很大的提高。为了满足高强度级别钢板强冷后矫直要求以及用户对成品钢板较高平直度的苛刻要求,不仅要保证矫直机有宽的矫直范围,而且要求矫直机能够胜任在低温区对钢板进行大量的矫直工作,同时要求矫直后的钢板平直度良好且残余应力很小。为此江苏沙钢宽厚板生产线采用了全液压四重式九辊矫直机。该矫直机具有全液压、多功能、高强力矫直机的特点,以便适应目前宽厚板生产的需要。
热矫直机设备的主要组成
热矫直机主要由:上下框架、4个HGC缸、弯辊、平衡梁、两个调节辊、两个主电机等部位组成。其结构如下图所示。
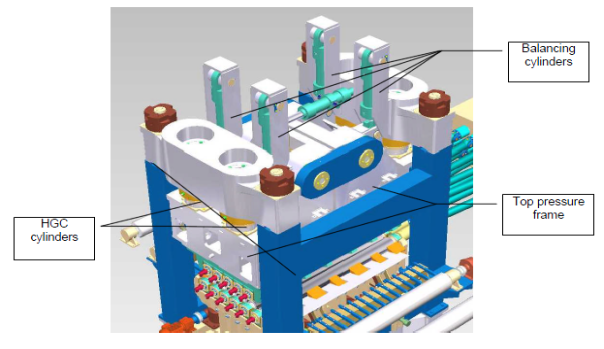
图1 热矫直机组成机构
热矫直机设备的主要技术参数
型式:四重9辊全液压可逆式热矫直机;
钢板规格:厚度5~50m;
宽度:Max.4900mm;
长度:Max.52000mm;
钢板屈服强度:150N/mm2~1000N/mm2;
钢板温度:450~1000C;
矫直力:35000~40000kN;
矫直机工作辊:数量9个(上4下5);
尺寸:360/350×5100mm;
辊距:380mm;
材质:合金锻钢辊,表面硬化处理;
辊面硬度:HRC54;
矫直机支持辊:数量62个(上32下30);
尺寸:360×390~1000mm;
辊距:380mm;
材质:合金锻钢辊,表面硬化处理
辊面硬度:HRC46
矫直机开口度:300mm;
主电动机:2×AC850kW×0/750/1500r/min;
矫直速度:0/60/120m/min ;
辊缝控制:液压压下(AGC),4个液压缸;
液压缸尺寸680×330mm;
液压缸压力Max. 25~27.5MPa;
矫直辊辊盒:2个(上1下1),焊接结构钢;
预紧杆和螺栓:4个,调质结构钢;
分离式压力框架:2部分,焊接结构钢;
弯辊缸:1-250/170×700mm;
阻尼缸:2-160/140×50mm;
平衡缸:4-280/190×680mm;
辊盒夹紧缸: 4-125/100×80mm;
惰性辊: 400×5100mm 2个(入口、出口各1);
换辊装置:下辊盒可单独更换或上下辊盒同时更换;
主框架:2部分,焊接结构钢;
矫直辊及上压力框架:内部水冷。
3.矫直前的温度要求
宽厚板二车间热矫直机与轧机之间的距离一般超过120米,两者之间增设加速冷却系统用以调节钢板温度。有时还会根据需要设预矫直机弹压钢板翘头。在日常生产中,通常矫直前矫直钢板的温度一般在600-750℃,钢板经过中间加速冷却系统后温度也能达到450℃。当矫直后钢板温度过高时,一般在冷床冷却过程中钢板会产生瓢曲变形现象;但当钢板温度过低时矫直力又会明显变大。所以钢板温度不宜过高或过低。
4.矫直机的操作模式
热矫直机的主要操作模式分为:手动、半自动、自动及维护模式。在正常生产过程中,基本使用手动和自动模式。但在自动模式下,根据钢板实际厚度情况,需人工手动输入辊缝和矫直速度,并在画面上手动选择矫直反向,然后再根据钢板轧制板型情况,头部翘头较高的钢板还需要单独对头部进行矫平,在此期间还需切换手动模式,来回转动辊道才能完成整块钢板的矫直流程,其操作比较繁琐而且容易出错,造成设备损伤。
5.开发自动矫直功能的目的
在最初的矫直操作模式下,因矫直操作工序比较繁琐,且现有操作人员较为紧张的情况下,为进一步减少热矫直机矫直工序的操作步骤,降低操作人员的工作强度,同时避免人为误操作引起的设备故障,确保生产的稳定顺利进行,有必要开发一种新的自动矫直功能。即无需人工手动输入辊缝和速度,也无需人工选择矫直方向和矫直过程中来回切换手、自动模式,即可完成钢板的自动矫直。
6.自动矫直功能开发方案
6.1建立一级与二级之间的通讯,实现辊缝自动下发
通过DB数据块与热矫直机WINCC建立热矫直机与计算机二级之间的通讯,将每块钢板的厚度自动发送到热矫直机程序对应的DB点当中,根据轧线物流跟踪信号当钢板运到热矫直机入口时开始自动下发辊缝,实现自动设定辊缝的功能。
为确保热矫直机设备的运行安全,在下发辊缝的过程中,根据矫直模式不同在钢板厚度数据的基础上,对热矫直机辊缝进行适当的调整。在单矫头部模式下,热矫直机辊缝设定值在厚度的基础上增加200mm;在矫直三道次模式下,热矫直机辊缝设定值在厚度的基础山增加100mm。
当热矫直机处于自动模式下时,根据轧制计划和现场板型情况,只需选择矫直道次,即无需人工选择矫直方向,也不必切换操作模式手动转动辊道,可实现自动下发辊缝、自动切换矫直反向和自动设定矫直速度。
6.2开发单矫头部模式和三道次矫直模式
6.2.1单矫头部模式定义
在钢板轧制结束后,有些钢板因板型控制问题造成头部翘起且高于辊道表面,这时必须先单独将钢板头部矫平,之后才能将整板矫直。此操作模式称为单矫头部模式。
6.2.2单矫头部模式具体实施步骤
根据生产人员的操作习惯,对于钢板翘头情况,当选择单矫头部时,先将钢板以0.1m/s的速度运到矫直机内,之后使矫直机反转,具体反转位置是根据钢板头部物料跟踪信号,当钢板头部位置处于[-1.8m,1.5m]之间时,则认为钢板头部已进入热矫直机内但没有完全出热矫直机,此时通过计数器计数为1。当钢板头部退出至矫直机入口时,根据钢板尾部物料跟踪信号,当钢板头部位置处于≤-4.0m时认为钢板到达热矫直机入口,此时计数器计数为2,再使矫直机正转,以0.3m/s的速度正向矫直,当钢板尾部物料跟踪位置≥3.5米时,认为钢板已经完全出热矫直机,此时计数器计数为3并且计数器复位清零。程序控制编辑如下图所示。

图2 单矫头部模式编辑程序
6.2.3三道次矫直模式定义
在钢板整体镰刀弯较大时,为确保矫直质量和钢板平整度,需要对钢板整体连续矫直三个道次,称为三道次矫直模式。
6.2.4三道次矫直模式具体实施步骤
(1)当选择三道次矫直时,先将钢板正向以0.2m/s的速度矫直,直至钢板尾部到达热矫直机出口,当钢板尾部物料跟踪位置≥3.5米时,计数为1道次;
(2)紧接着立即反向矫直,直至钢板头部到达热矫直机入口,当钢板头部位置处于≤-4.0m时认为钢板到达热矫直机入口,计数为2道次;
(3)最后再正向矫直,直出口,当钢板尾部物料跟踪位置≥3.5米时,认为钢板已出热矫直机,计数为3道次,此时矫直结束,计数重新复位开始下一循环。
(4)在矫直过程中,均以热矫主电机运行速度方向为计数联锁条件。速度大于零时为正转,即正向矫直,速度小于零时为反转,即反向矫直。

图3 三道次矫直模式编辑程序
7.矫直模式的画面选择
为方便操作人员对矫直模式的选择,特别对热矫直机WINCC画面进行重新优化,将模式选择按钮做在WINCC操作画面上。当点击“使用”按钮时,相应的矫直模式被激活,钢板会按照对应的矫直模式自动矫直,操作人员无需做其他操作。结束时只需点击“关闭”按钮即可。其中,单矫头部模式激活按钮定义为:only head pass on,模式取消按钮定义为:only head pass off;三道次矫直模式激活按钮定义为:3 pass on,模式取消按钮定位为:3 pass off。操作画面选择按钮如图4所示。

图4 画面矫直模式选择按钮
8.后续的维护工作
因本次的自动矫直功能的开发,主要是针对软件的重新编译,后续的维护中只需对现场物流跟踪信号即热矫直机出入口的冷检进行维护即可,因为冷检是对物料跟踪信号有一定的影响,会直接影响自动矫直的使用效果。因此在以后的设备检修期间,需加强对热矫出入口冷检设备的维护,避免物料跟踪信号错误,确保矫直机自动功能的使用。
9.结束语
热矫直机设备在宽厚板二车间是非常关键的设备,它的使用效率直接决定了整个车间的生产节奏,本文以西门子CFC程序为基础,在原先半自动化的基础上,开发了自动化矫直功能,通过本车间后勤条线的日常维护及操作工的正确使用证明,本次自动矫直功能的开发有效提高了本车间热矫直机的矫直性能,显著提高了生产效率和产品质量。
参考文献
[1]崔甫.矫直原理与矫直机机械(第2版)[M]..北京:冶金工业出版社,2005.
[2]Siemens AG.用于自动控制系统的工业通信网络.2001.
[3]张仁杰.液压缸的设计制造和维修[M].北京:机械工业出版社,1989.
[4]成大先.液压传动[M].北京:化学工业出版社2006.
[5]崔凤平孙玮中厚板生产与质量控制.冶金工业出版社,2019.
![]() [6]蒋慰,俞金寿.过程控制工程[M].北京:烃加工出版社,1988.
[6]蒋慰,俞金寿.过程控制工程[M].北京:烃加工出版社,1988.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



