中车青岛四方机车车辆股份有限公司, 山东 青岛 266000
摘要:铝合金是制造动车组车体的主要材料,其焊接主要以传统的熔化极惰性气体保护焊为主,随着技术的发展,搅拌摩擦焊、激光焊、激光-MIG复合焊等特种焊接技术也在轨道车辆铝合金车体生产制造过程中不断发展使用。本文简要介绍特种焊接技术在高速动车组铝合金车体制造过程中的应用及展望。
关键词:动车组;铝合金;特种焊接;应用;发展
1 前言
随着轨道交通装备的不断发展,高速动车组已成为国内客运的主型轨道交通车辆。近些年来高速动车轻量化生产制造是铁道运输发展的重要方向,经过大量的理论研究与试验证明,目前采用铝合金材料是实现车辆轻量化的最有效途径[1],随着列车速度的不断提高,对列车减轻自重、提高接头强度及结构安全性的要求越来越高[2]。目前高速动车组铝合金车体广泛使用中空大截面挤压铝型材结构,这种结构强度高且重量轻,具有其他材料不可比拟的优势。
高速动车组的车身采用全铝合金设计,其焊接以MIG焊为主,车身结构复杂,而铝合金焊接焊接过程中容易出现裂纹、气孔等焊接缺陷,焊接变形大,且工艺复杂,所以成为车辆制造中的工艺难点。随着特种焊接技术的发展,搅拌摩擦焊、激光焊、激光-MIG复合焊接作为高能束流焊接方法以其优越的性能和特点在轨道交通行业得到广泛的应用。
2特种焊接技术在轨道交通车辆铝合金车体制造中的应用
2.1 搅拌摩擦焊接技术
搅拌摩擦焊(FSW)是英国焊接研究所(TWI)在1991年作为固相连接技术发明的一种焊接技术。搅拌摩擦焊(FSW)属于摩擦焊,是一种固态焊接技术,在FSW过程中,高速旋转的搅拌头和工件摩擦产生的热量使被焊材料局部塑化,在旋转搅拌头的临近区域内,形成了一层充分的塑化金属层,当搅拌头沿着焊接界面移动时,塑化材料在搅拌头的转动摩擦力作用下由搅拌头的前部移向后部,搅拌头的前段不断形成热塑性金属并出现金属的挤压流动现象,进而填补搅拌头后部的空腔,并在搅拌头的挤压下形成致密的固相焊缝。图1为搅拌摩擦焊接过程示意图。
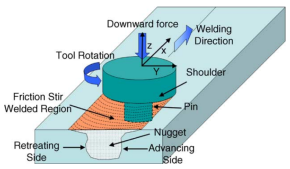
图1 搅拌摩擦焊接示意图[4]
FSW技术在轨道交通装备的生产制造过程中应用广泛,其中中国中车、日立、阿尔斯通、川崎重工等大型列车制造商在生产制造包括地板、侧墙、顶板、枕梁、列车底架、隔墙等部件过程中都采用了FSW技术。
FSW具有如下优点:
(1)焊接接头力学性能优异,避免了传统焊接时裂纹、气孔、偏析等缺陷;
(2)焊接变形小;
(3)焊接过程绿色、环保;
(4)自动化焊接操作简单。
局限性:受制于焊接设备的影响,目前在轨道交通制造过程中只能焊接部分结构简单的部件。但是随着技术的发展,结合FSW技术独特的焊接特点,FSW技术必将在轨道交通装备制造过程中占有一席之地。
2.2 激光焊接技术
激光焊是将高功率密度的激光束聚焦后照射到生产工件的金属表面,高强度的激光被金属表面吸收,与工件表面的金属相互作用,使之产生热能,工件表面得金属被激光融化后又经历冷却阶段,冷却后焊料与焊件结晶后形成焊接[5]。
相比于传统的焊接方法,激光焊接具有很大的优势:
(1)焊缝深宽比大,能量密度大;
(2)激光束可聚焦在很小的区域,焊缝热影响区小;
(3)焊接质量高,焊接速度快,焊接变形小;
(4)自动化程度高。
2.3 激光-MIG复合焊接技术
激光-电弧复合焊是将激光焊和电弧焊两种热源的能量通过一定方式共同作用于工件产生同一个焊接熔池,并通过二者的相互作用来实现材料的优质高效焊接的一种新型焊接方法。激光-电弧复合焊分别继承了单独激光焊和弧焊的优点,而又相互弥补对方的缺点,是一种极具应用前景的先进焊接工艺方法[6]。激光-电弧复合焊主要包括激光-TIG复合焊、激光-MIG复合焊、激光-MAG复合焊等,目前在轨道交通装备车体制造中应用最广泛的是激光-MIG复合焊和激光-MAG复合焊。
在高速动动车组制造过程中,激光-MIG复合焊主要应用于铝合金车体侧墙、地板等长大部件的焊接,通过设置不同的焊接工艺参数实现对铝合金车体不同部件的自动化焊接。例如通过MIG焊接为铝合金焊缝进行预热,并且提供保护性气体,然后通过激光焊接完成焊缝的焊接。
激光-MIG复合焊优点:
(1)焊接质量高,焊缝缺陷少,焊接速度快,焊缝深度大;
(2)能量利用率高,降低设备及工装的精度要求
(3)工件表面形变量小,在焊接过程中不需要接触工件,就可以直接进行焊接,对焊缝坡口的适应性较高;
(4)焊机机器人与激光焊接相结合,焊接效率高,自动化程度高,节省人工成本;
(5)激光-MIG复合焊融合了焊接机器人、激光焊及MIG焊接的优点,焊缝质量高,可以实现不同高强度铝合金车体部件的焊接。
3 轨道交通车辆用铝合金焊接技术展望
随着焊接技术的不断发展,电子束焊接、双轴肩搅拌摩擦焊接、激光-电弧复合焊、电弧-搅拌摩擦焊复合焊接、真空搅拌摩擦焊技术等特种焊接技术在铝合金材料的焊接中得到大量的应用以及环形搅拌摩擦焊机、真空搅拌摩擦焊机等焊接设备的研制与应用发展,为高速动车组铝合金车体的焊接提供了新的思路和方向,伴随着自动化和数字化制造理念,相信未来会有更多的特种焊接装备和技术应用到高速动车组、高速磁浮列车乃至整个轨道交通装备的制造过程中。
参考文献
[1]李呈祥, 王波.“中国制造2025”之先进的轨道交通装备制造[J].金属加工:热加工, 2016, 000(002):28-31.
[2]陈文宾,丁叁叁.国产化CRH2型200 km/h动车组铝合 金车体及技术创新[J].机车电传动,2008(2):l-4
[3]李凯峰. 铝合金焊接技术研究进展[J]. 科技创新与应用, 2014, 000(014):83-83.
[4]Xie G M, Cui H B, Luo Z A, et al. Microstructrual evolutionand mechanical properties of the stir zone during friction stir processing a lean duplex stainless steel[J]. Materials Science & Engineering A, 2017, 704(1): 311-321.
[5]魏书波. 铝合金车体结构焊接变形的调修方法研究[J]. 装备制造技术, 2012(10):67-68.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



