中传检测(广州)科技有限公司,广东广州,511400
摘要:
本文论述了凸轮轴,03链轮组件与作用,凸轮轴与03链轮装配调中改进前工艺,凸轮轴与03链轮装配调中改进工艺原因,凸轮轴与03链轮装配调中改进后的工艺和工艺改革带来的效益。
关键词:凸轮轴;03链轮;调中
前言:
船用柴油机作为船的核心部分,柴油机的性能好不好直接影响到船的质量。03链轮带动凸轮轴转,以实现柴油机的燃油供给,排气,示功等功能。凸轮轴与03链轮是分开加工的,加工出来了我们需要把它们连接起来,两根轴要连接完整,那必须要进行同轴度的调整。为了实现企业的最大利益,我们对凸轮轴与03链轮调中工艺不断地改进,本文论述的就是凸轮轴与03链轮调中工艺的一次工艺改进。
正文:
一、凸轮轴,03链轮组件与作用
凸轮轴,其上装有燃油凸轮和排气凸轮和凸轮轴链轮等,是通过曲轴和位于柴油机后端的链传动机构驱动的。燃油凸轮和排气凸轮分别去驱动燃油泵和排气阀促动泵驱动机构。
MCC机型凸轮轴通常为整根。MC机型凸轮轴通常若干分段,且凸轮轴链轮安装轴段做成独立的。各轴段之间通过法兰联轴器装配在一起,通过紧配螺栓和螺母连接。

不管是MCC整根的凸轮轴,还是MC独立的链轮轴段,通常在链轮的后端,安装有一道止动盘。链轮和止动盘之间的空档用于最后一档的凸轮轴轴承安装,有时,在链轮和最后一档轴承之间还安装有定距环。止动盘与凸轮轴是过盈配合,并钻有定位销,其作用是限制整个凸轮轴组件的轴向串动间隙,减小轴向冲击及可能带来的危害。
 部分机型在凸轮轴后端的端面上引出一连接法兰(爪形连接器),用以给出空气分配器凸轮轴或凸轮盘的驱动。
部分机型在凸轮轴后端的端面上引出一连接法兰(爪形连接器),用以给出空气分配器凸轮轴或凸轮盘的驱动。
部分机型在凸轮轴的最前端端面上同样引出一连接法兰,用于驱动空气分配器或布置于前端的机械式注油器的角尺齿轮箱。
 在链轮的前端轴上有时还装有一个小链轮,同样与轴是过盈配合,用于安装驱动空气分配器轴或布置于凸轮侧的机械式的注油器。
在链轮的前端轴上有时还装有一个小链轮,同样与轴是过盈配合,用于安装驱动空气分配器轴或布置于凸轮侧的机械式的注油器。
①示功凸轮
式样如右图,是两哈夫形式的。上下两片壳体通过紧配螺栓进行连接。
![]() 示功凸轮外圆是椭圆形的,内圆与凸轮轴是过盈配合。为了能够实现安装,须将两哈夫壳体拆开,并将上下接合处的圆弧修大,靠紧配螺栓的拉紧力进行固定。零件上有表示基准位置的刻线标志。
示功凸轮外圆是椭圆形的,内圆与凸轮轴是过盈配合。为了能够实现安装,须将两哈夫壳体拆开,并将上下接合处的圆弧修大,靠紧配螺栓的拉紧力进行固定。零件上有表示基准位置的刻线标志。
②燃油凸轮和排气凸轮
参见下列相关图可见燃油凸轮和排气凸轮的基本形状。这是对可逆转发动机而言的。
 两种凸轮与凸轮轴之间是过盈配合连接的,但为了能够进行二者相对位置的调整,凸轮上均钻有由表面通往内孔的油孔,内孔的表面上还布有环绕一周的油槽,这是为了能将高压油打入到内孔四周,顶起凸轮,从而使凸轮可绕轴转动,这样就实现了调整。
两种凸轮与凸轮轴之间是过盈配合连接的,但为了能够进行二者相对位置的调整,凸轮上均钻有由表面通往内孔的油孔,内孔的表面上还布有环绕一周的油槽,这是为了能将高压油打入到内孔四周,顶起凸轮,从而使凸轮可绕轴转动,这样就实现了调整。
每个凸轮上还至少钻有横穿凸轮的两个通孔,这是为了使用凸轮调节扳手,以配合上述的调整。
凸轮表面要求有2mm左右的渗碳层,提高了表面硬度,提高了滚轮/凸轮摩擦副的可靠性。
凸轮上还按要求刻有正车方向、零件号、刻度、基准位置等的标志或刻线,以方便识别和安装。
后期维修更换的凸轮一般是两哈夫形式的。
二、凸轮轴与03链轮装配找中调试改进前工艺
本次工艺改进是针对MAN公司的MC机型。船用低速柴油机制造车间分为预装和总装。预装分缸体班组,机架班组,曲轴班组,活塞班组,连杆班组。凸轮轴与03链轮装配找中调试首先在缸体班组进行一个预装,把凸轮轴和链轮分别放到凸轮箱和链轮箱里,如图:

真正的调试是在总装车间完成,也就是要等到柴油机的三大件,缸体,机架,机座大合拢泵紧贯穿螺柱后才能调试。这是因为 ①凸轮轴与03链轮是安装在缸体上的,缸体是整个柴油机的最上部位如6S70MC机型缸体离地面就有18米高,缸体要通过300吨的行车吊到台位上与机架机座合拢。缸体在吊运的过程中,由于受到各方力的影响总会偏向一方。凸轮轴和链轮自热也会有偏移。②假如在柴油机没有大合拢前就直接把凸轮轴与链轮找中调试完毕,缸体与机架通过贯穿螺柱的连接泵紧力度为1500bar相当于1500公斤的压力,缸体在这么大力的压迫下,自然而然会发生一定的变形,凸轮轴与链轮是分段的,如果缸体变形的一端偏向链轮,那么链轮就会向下沉要比凸轮轴处的多,找中的数据发生了变化,必会影响到柴油机的性能和寿命。
凸轮轴与03链轮找中调试所用到的工具有:液压泵车,三根液压油管,一个三通,一把塞尺,一个百分表,一个表架,一些薄垫片(垫片要向船东征求意见是否能使用多张垫片),一对液压拉伸器,一根五吨的吊带,一部臂吊车,一个齿轮泵。链轮轴法兰与凸轮轴法兰间的间隙要求是在0.05毫米内。①首先用塞尺测出链轮轴法兰与凸轮轴法兰的上下裂面间隙数据把其调至在0.30-0.50mm范围内,并把准确的数据记录下来。②用手感觉凸轮轴与03链轮法兰间上下凸轮侧排气侧平面度,用齿轮泵把其调至为自认为平为止。③把百分装到表架上,调好角度,如图:

表座上的磁铁吸住链轮上的法兰,百分表上的指针与凸轮轴法兰接触。④转动链轮百分表跟着链轮转动,读出百分表在凸轮轴上,下,凸轮侧,排气侧的读数并用笔记录下来。⑤对凸轮侧和排气侧百分表所读出来的数据进行分析,把百分表转到凸轮侧使用齿轮泵进行调整,凸轮侧要调整多少距离才能和排气侧百分表上的读数一致。⑥排气侧和凸轮侧调完后接着就要调整凸轮轴与03链轮法兰间上下距离,调整凸轮轴与03链轮法兰间上下距离只要是靠在轴承座下垫薄垫片实现。对第①步骤塞尺测出的裂面数据第④步骤凸轮轴与03链轮上下法兰面百分表的读数进行分析需要垫多少毫米的垫片上法兰面和下法兰面的读数才能一致。以下是一台机的提交数据:上0mm,下0.02mm,凸轮侧为0.02mm,排气侧为0mm;裂面上为0.34mm,下为0.35mm,凸轮侧为0.35mm,排气侧为0.34mm。
三、凸轮轴与03链轮装配找中调试改进工艺原因
凸轮轴与03链轮装配找中调试要在柴油机缸体,机架,机座大合拢并泵紧贯穿螺柱后才能进行。凸轮轴与03链轮装配找中调试,在这过程中我们的工作量是非常大的,需要反复的做同样的动作,不断地对测出来的数据进行分析,03链轮需要不断的从链轮箱吊出和吊进更换链轮轴承座下的垫片。由其是链轮箱内部空间不大,而且03链轮非常笨重,吊进和吊出要很小心,预防把链轮碰坏。凸轮轴与03链轮装配找中调试整个过程直到完毕所需要的时间是40个小时,也就是5个工作日,如果船东要求垫片要整一张,那么垫片还需要打磨,所费的时间就更多了。
四、凸轮轴与03链轮装配找中调试改进后的工艺
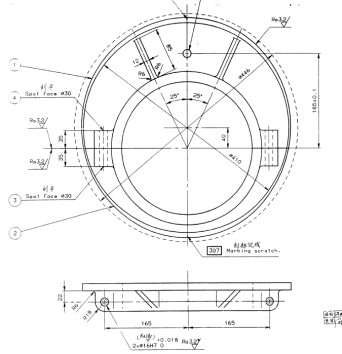
根据链轮轴法兰与凸轮轴法兰间找中调试测出来的数据允许有0.05毫米的偏差,加上先进的数控机床技术,我们大胆的使用仿真轴代替整个链轮。如图:

使用仿真轴代替链轮进行找中调试,只要完成没改进前①~④中的步骤把数据记录下来进行分析然后交给加工部,把真轴和所需要的垫片加工出来吊到总装安装并确认一下数据就可以了。
五、工艺改革带来的效益
①免除了找中调试中吊链轮换垫片的繁琐和碰伤链轮的危险。②在时间上也省了一半的时间为公司创造了更多的利益。③很好的满足了船东提出来安装整张垫片的要求。
六、结束语:
物与物之间是有着相互联系的,技术也是这样,正因为有着数控机床加工精度的提高,才有我们这次装配工艺的改进。在以后的时间里我们要发散思维,为船用柴油机事业作出更大的贡献。
1

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



