(秦川机床工具集团股份公司 陕西宝鸡 721009)
摘要 介绍了一种非对称的人字齿减速机结构,对其工作原理、结构原理、设计要点如何布置齿轮的设计等进行了详细的阐述,例如,轴承配置,齿轮的润滑和齿轮加工等。
关键词 非对称布置 人字齿加工 浮动集油润滑
0 引言
减速机是位于皮带传动和曲柄之间,在降低速度和增大扭矩时传输旋转力的机械装置。传统的减速机主要的结构是完全的左右对称式,本文介绍的是一种非对称式的齿轮箱结构。这种布置的齿轮箱输入级与中间级使用的是滚子轴承,输出级使用的是滑动轴承。这种结构可有效的提高齿轮箱的承载力,可以在最更小的齿轮箱体积内完成各齿轮的布置。
1. 国内的传统减速机介绍
国内的减速机的基本形式为大传动比,防渗漏型分流式双圆弧圆柱齿轮两级传动。减速机的箱体分上下二部分。下箱体的输入轴与输出轴外结构必须采用半加强结构,以满足加工后为斜孔回油。输入轴及输出轴承盖采用四级密封。
国内渐开线的人字齿轮加工现状
斜齿轮的承载能力和运动平稳性均显著地优于直齿轮,但随着螺旋角增大,轴向啮合力迅速加大,进而不得不选择尺寸更大的能同时承受径向和轴向力的径向推力轴承,同时箱体设计要考虑承受轴向力而增加加强筋等,势必增加传动系统的重量,降低功率密度,提高成本。为了克服斜齿轮的这一缺点 ,将螺旋角方向相反其余参数完全相同的两个齿轮同轴线连接在一起,作为一个齿轮使用,称为人字齿轮。这种齿轮保留了斜齿轮承载能力高和运动平稳的优点,同时由于两半产生的轴向力方向相反而自身平衡,所以理论上支撑轴系的轴承不需要承受轴向力,轴承受力和直齿轮相同,给轴承选择和箱体设计带来极大的便利,使得传动系统的功率密度和可靠性大大提高。受加工方法的限制,人字齿轮有带宽退刀槽和窄退刀槽这两种。人字齿轮的螺旋角一般在30°左右,采用滚齿加工,为了避免干涉,两个齿轮之间的退刀槽要用一定的宽度,一般上相当于半齿宽,即人字齿轮全部齿宽的三分之一是退刀槽,极大地增加了齿轮传动系统的重量和体积。取消或减小退刀槽,就可以解决这一间题,但无法采用滚齿(热前)或磨齿(热后)。为了解决这一问题,目前有两种方法:一是将旋向不同的两半齿做成两件,分别滚齿、磨齿,然后装配在一起,这种方法增加了制造成本,对于大型的人字齿轮,降低了零件的整体刚性,而且两半齿的对中困难:另一种方法是采用成对齿轮型插齿刀或齿条型插齿刀,在专用的人字齿轮插齿机上加工,这种加工方法的效率极低,而且齿面精度也较差。
2. 工作特点
游梁式抽油机减速机应为在这运行过程中遇到的不寻常的外部载荷设计。所有部件的载荷应承受抽油机的几何结构和负载额定值。减速机的额定值符合抽油机减速器规范,并且正确地应用、安装、润滑和维修,应能够在正常的油田条件下,安全地承载额定的峰值扭矩。

3. 非对称布置抽油机减速机的设计
抽油机减速机结构特点,输出轴总成的支撑是四个滑动轴承套。所有人字齿轮采用窄退刀槽设计,极大地减小了轴向尺寸。中间轴承及输入轴承采用轴承座结构,这种设计可以实现零件的模块化和系列化的需求。润滑集油方式采用的是悬浮式单独组件,这种设计便于维修。

3.1技术参数
技术参数如下:
1减速机规格 912
2中心矩 1232mm
3传动比 i1=28.696
4额定输入转速 430.44rpm
5减速机输出额定峰值扭矩:103000Nm
6减速机额定峰值扭矩时输出转速:15rpm
3.2减速机的组成

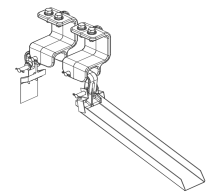
该减速机为两级平行轴人字齿减速机。减速机输入轴和中间轴采用重载宽系列NU轴承作为支撑,输出轴采用四个滑动轴承进行支撑。输入级和中间级轴承安装在轴承座中。中间级饼齿轮,和输出级饼齿轮采用过赢的方式与轴连接。
浮动润滑集油结构是由导油槽、刮油板、拐臂、支架等组成。支架安装在上箱盖上负责定位整个浮动润滑集油结构。拐臂和刮油板采用铰链连接,利用零件自身的重量及结构特点使刮油板与齿轮端面贴合,达到收集润滑油的目的。
3.3减速机齿轮加工的特点
该减速机的人字齿为窄退刀槽结构,材质为球墨铸铁,加工齿形时需要定制的机床和刀具。
机床:带回转台面的卧式加工中心,对机床要求:回转直径满足人字齿的齿顶圆直径,主轴沿着Y轴(立柱方向)移动行程满足总齿宽+(DD:刀具大端直径),X轴(进刀方向)移动行程满足条件:保证有效的齿槽切深,即是:从齿顶圆开切深至齿根圆,留有一定的退刀和进刀量。以下程序制定式按照西门子操作系统编制,其他系统可根据不同系统的代码调整。
齿轮刀具采用一种渐开线人字齿加工方法及指状成型铣齿刀,根据人字齿齿轮的结构,工艺要求,选择整体硬质合金直柄指形铣刀,作为加工刀具,指形铣刀的切削刃较长,如果做成直齿,切削时,切削力波动大,容易产生振动,进而导致产生裂纹或刀齿崩刃,甚至使刀具报废,这将不能提升切削效率,同时也使零件表面质量降低,甚至达不到工艺要求,因此针对齿轮零件的要求,并结合零件的加工工艺,精铣成型用指型刀,确定刀具选取螺旋齿结构,根据机床旋向标准,以及齿轮加工的特点,选择右旋右切结构,使得切屑沿容削槽向柄部方向排出,减小切屑对已加工表面的划伤,有利于提高表面加工质量,并且这种刀具摆脱渐开线人字齿加工过程因退刀槽尺寸干涉束缚,在实现一次装夹完成整改人字齿,同时实现高性能高精度切削的渐开线人字齿指状成型铣齿刀。
4.结论
总的来说,这种非对称的人字齿减速机在齿轮精度方面具有一定的优势。 因为采用了铣齿工艺,零件可在一次装夹过程中完成齿部加工,这样既保证了零件的精度又提高了加工的效率。这种窄退刀槽的齿轮结构,可以让饼齿轮减小体积,减小零件重量,铸造模具简单。
非对称布置抽油机减速机在整机体积和重量方面相对传统减速机具有优势。集油润滑方式做成了模块化结构,对产品系列化零件通用性方面提供了支撑。
综合以上特点,可见非对称布置抽油机减速机设计上是成功的,有一定的推广价值。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



