莱芜职业技术学院 山东 济南 271100
摘要:PLC以适用范围广、抗干扰能力强、编程简单、安装调试工作量少等特点,而被广泛应用于工业机械电气控制装置当中,尤其是集中管理、分散控制的功能取代了传统继电器的逻辑控制功能,使得工业生产逐步向自动化、智能化、标准化、科学化方向过渡。基于对PLC技术应用优势的考虑,本文将重点围绕该技术在工业机械电气控制装置中的实际应用效果予以阐述。
关键词:PLC技术;工业机械;电气控制;具体应用
目前,在工业生产过程中,电气设备的应用频率越来越高,工业生产规模也越来越大,在这一背景下,传统的继电器调节、转换与控制功能已经无法满足大规模生产的需求,而PLC技术的出现则弥补了这一空白,不仅在提高作业生产效率方面表现出强劲的势头,并且工业产能与产值也呈现出逐年递增态势。
1 PLC的结构组成与工作原理
PLC的硬件结构主要包括固定式与模块式两种形式,其中,固定式PLC包括CPU主板、I/O板、显示面板、内存块及电源等,这些装置构成一个完整的不可拆卸的整体结构。而模块式PLC主要包括CPU模块、I/O模块、内存、电源模块等,这些模块可以单独进行拆卸,这就给后续维修工作提供了更多的便利条件,如图1所示。
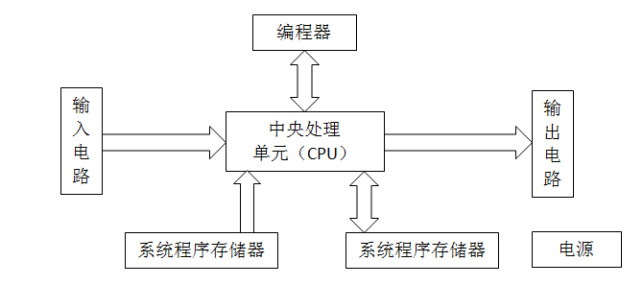
图1:PLC结构组成
在PLC系统进入工作状态后,中央处理单元负责控制所有程序的正常运行,首先,PLC与工业生产现场的各种机械设备建立连接,并开始接收生产过程中产生的各项数据与状态信息,然后将采集到的数据信息统一存储在I/O映象区内,接下来,用户程度存储器对存储信息进行逐条读取,并将读取结果生成的指令直接送入数据寄存器当中,最后,寄存器当中的数据指令将进入到输出系统,进而使终端设备执行各项工作指令[1]。
2PLC的控制模式
PLC的控制系统主要由DCS(集散控制系统)与FCS(现场总线控制系统)组成,在工业生产过程中,机械电气控制装置都需要在这两大系统的控制下完成各项动作指令。
2.1 DCS系统
DCS系统在处于工作状态时,主要涉及自动化控制技术、计算机技术、通信技术以及显示技术,其中,起到主导作用的是通信技术,终端操作平台只有在良好的通信状态下,才能接收到生产现场传输的各种数据信息。目前,在工业生产型企业当中,集散控制系统主要划分为四个管理级别,即过程控制级、车间操作级、调度管理级以及全厂优化级。借助于集散控制系统可以对整个生产作业过程进行监控与管理。该系统不仅可靠性高、显示功能强大,同时,功能完备、操作灵活,通过对实际应用效果的分析发现,利用集散控制系统来控制整个生产流程,能够给企业节省大量的人力资源成本。
2.2 FCS系统
现场总线系统依托于计算机技术、自动控制技术与通信技术,将工业生产现场产生的各种数据信息转换成为数字信号,再利用光纤传输介质将信号传输到终端操作系统,操作人员根据显示屏上面的数据信息,可以判定出生产现场各种机械设备的运行状态是否正常,一旦发现异常情况,检修人员可以在最短的时间内排除故障隐患。与DCS系统相比,FCS系统的远程诊断功能较为完善,究其原因是由于FCS系统采用了双向数字通信现场总线信号,因此,可以对变送器、执行器等生产现场装置进行远程诊断、维护与组态,这不仅节省了大量设备维护费用,同时,也给工业生产效率的提升提供了强大的技术保障。
3 PLC技术在工业机械电气控制装置中的实际应用效果
3.1 在大型活塞式空压机中的具体应用
以SIMAICS7-200系列可编程逻辑控制器为例,该装置在空压机控制系统当中,发挥着强大的自动控制功能,同时,也最大限度的降低了空压机的故障发生概率。其中,在空压机控制系统当中主要有8个独立的程序模块,不同的模块,所具有的控制功能也存在明显差异。这8个独立程序模块分别为:手动与自动开车模块、手动与自动停车模块、辅助设备控制模块、自动放空与自动减载模块、运行参数检测与显示模块、故障保护与报警模块、连锁与检修控制模块以及远程操作模块。
手动与自动开车模块主要是对空压机的“开车”信号的有效性进行判断,如果信号有效,系统则自动启动油泵、水泵等,然后对各项参数是否越限进行检测。如果空压机的润滑油压或者冷却水压等参数满足运行条件,空压机才自动进入到开启状态。手动与自动停车模块能够准确识别出空压机的运行状态是否正常,如果出现运行故障,系统可以自动放空停车,然后发出声光报警信号,这时,现场作业人员在报警信号的提示下,能够快速排除故障隐患,这就避免了各类安全事故的发生。辅助设备控制模块所针对的主要设备包括水泵、油泵等,当主机进入运行状态后,系统可以强制启动辅机,这时,手动停机操作将无法实现,当主机停止运行时,水泵、油泵等辅助设备将自动延时10s后停止,这就使辅助设备的使用寿命得到大幅延长。自动放空与自动减载模块是确保空压机主机在空载状态下能够完成投运与停机任务。如果储气罐压力波动幅度较大,空压机设备将进入自动减载程序,减载幅度最高可达到100%。运行参数检测与显示模块是对空压机运行过程中的水压、油压、排气温度等指标进行实时监测,如果温度与压力超过上限值,利用PLC的自动调节与控制功能,可以将温度与压力等参数降到最佳范围区间。故障保护与报警模块是通过对设备工况信息的分析,来判断空压机的整个运行过程是否存在异常。连锁检修控制模块可以在不开车的情况下,自动模拟空压机的实际运行状况,根据屏幕上显示的各项数据参数,能够判断出设备故障出现的部位与类型,这就给设备维修与调试提供了诸多便利。而远程操作与检测模块则是借助于计算机网络,对存储在特定区域内的生产信息进行采集,终端操作人员可以根据各项参数来判定空压机运行过程中是否存在异常情况。大型活塞式空压机在应用PLC技术以后,不仅为工业生产型企业节省了大量的运行维修费用,同时,空压机的自动化、智能化控制水平也上升到一个新的高度
[2]。
3.2 在选煤控制系统中的具体应用
以PACSystem RX7i系列可编程逻辑控制器为例,选煤机控制系统利用远程扫描控制器来设置多个远程分站,而主站与分站之间采用Genius冗余总线连接,进而对原煤系统、生产系统、中矸储煤场系统以及精煤装车系统进行远程控制。其中,原煤系统的控制单元为CPU主站,并借助于2条冗余Genius总线实现对其它远程分站的控制,生产系统由一套冗余的CPU主站与4条冗余Genius总线组成。中矸储煤场系统由一套CPU主站与1个PACSystem框架、3个90-70扩展框架组成,精煤装车系统由于一套CPU主站、2条冗余Genius总线组成。这些主站之间通过工业以太网及Genius冗余总线实现了自由通信,生产过程中产生的各类数据信息均可以实现共享。从PLC在选煤控制系统中的实际应用效果看,该技术不仅使选煤控制过程实现了自动化与智能化控制,并且选煤设备的稳定性、可靠性也得到大幅提升,这就最大限度的降低了各类安全事故的发生概率。尤其在改善作业人员劳动条件、提高选煤管理水平方面,PLC技术发挥了至关重要的作用。
结束语:
目前,PLC技术在各类工业机械电气装置中得到普遍推广和应用,通过对实际应用效果的分析可以看出,PLC技术取代了传统的人工作业生产模式,整个工业生产流程逐步向自动化、智能化、标准化方向转变,这一转变不仅提高了作业生产效率,规避了一些重特大安全事故的发生,并且,也给工业生产型企业创造了丰厚的经济效益。因此,广大技术人员应当始终秉持“与时俱进”的态度,不断对PLC技术进行优化和升级,并积极借鉴和汲取一些成功的应用案例,使PLC技术的实际应用价值得到切实体现,进而为工业生产规模的扩大以及工业产能、产值的稳步提升注入源源不断的驱动力。
参考文献:
[1]陈华新.PLC技术在机械电气控制装置中的应用分析[J].电子制作,2019(16):93-94.
[2]陆晓昌.PLC控制技术在工业自动化中的应用探讨[J].科技风,2020(19):1.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



