天津诚信达金属检测技术有限公司 天津市 300384
摘要:目前火电基建现场经常出现T91/92小径管焊口硬度超标现象,出现该问题其中一个原因是回火热处理超(欠)温导致,本文提出对此类不合格焊口局部重新进行正火+回火处理,研究T92钢进行局部正火+回火处理对组织及性能的影响,研究局部正火的可行性。结果表明, 正火+回火处理后T92小径管焊口硬度恢复合格范围内,焊缝转变为均匀的马氏体组织,抗拉强度和屈服强度明显提升,但相比正火处理前延伸率略有下降。
关键词:T92小径管;焊接接头;回火;正火;显微组织;力学性能;
92钢是日本在20世纪80年代后期开发的,以9Cr-0.5Mo-1.8W为主要合金元素,V和Nb为微合金元素的铁素体钢。该钢种主要应用于制作蒸汽温度最高可达620℃的火力发电机组锅炉的过热器和再热器管道[1-2]。
由于T92钢焊缝易发生脆性组织,因此施工现场焊接完成后必须进行焊后热处理对焊缝进行应力消除,根据DL/T869标准要求,T92钢焊后热处理硬度需在180HBW-270HBW范围内,但是施工现场只能进行焊后局部热处理,热处理效果受人为因素影响很大,经常出现T92管焊缝硬度超标现象,尤其对于硬度低于硬度下限的焊缝只能进行换管处理,浪费资源,且由于管道多为进口材质大大增加施工成本和工期[3-6]。
本文采用与现场相同的焊接工艺和材料模拟现场T92管道焊缝,定做6根φ51 mm×8mm的T92钢管,将6根管道分为两组,第一组:管1,管2,管3,第二组:管4,管5,管6。
第一步:将两组管材分别采用恒温温度720°,800°,860°的焊后热处理工艺进行热处理;
第二步:将第一组进行焊口局部正火+回火热处理工艺;
第三步:将经过正火+回火的焊缝性能和没有经过正火+回火工艺的焊缝进行性能对比。用来研究T92钢进行局部正火+回火处理对组织及性能的影响,研究局部正火的可行性,为施工现场提供借鉴。
1实验过程
1.1焊接试样
焊接试样及其工艺参数采用规格为φ51 mm×8mm的T92钢管(T92钢供货态为正火+回火处理),管件开V 型坡口。
1.2 焊件热处理方法
T92钢供货态为正火+回火处理,ASME规定对于T92钢最低应在1040℃正火和730℃回火处理,而瓦卢瑞克.曼内斯曼钢管公司规定的正火温度为1040℃~1080℃,回火温度为750℃~780℃,本实验正火温度采用1040℃,从奥氏体温度冷却到室温,T92 会从奥氏体组织完全转化为马氏体组织,因为T92可以在较宽的冷却速度范围保持这一特性,因此该实验采用空气冷却方法[9-10];回火温度采用760℃;
(1)将两组管材分别采用恒温温度720°,800°,860°的焊后热处理工艺进行热处理。
(2)完成后针对第一组的管1,管2,管3,进行局部正火+回火火处理,此次处理将依据DL/T819标准完成,热处理工艺如下图:
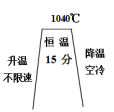
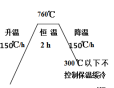
图1正火(左)+回火(右)热处理工艺
1.3 对比试验分析
将经历非正常回火→正火→第二次回火处理的管1,管2,管3和仅经历一次非正常回火的管4,管5,管6,进行拉伸和冲击实验对比;(2)针对管1,管2,管3进行正火+回火前后的金相和硬度实验对比;
2理化试验结果及分析
2.1拉伸性能试验结果与分析
(1)实验对象:将经历非正常回火→正火→第二次回火处理的管1,管2,管3和仅经历一次非正常回火的管4,管5,管6,进行拉伸实验对比;
(2)拉伸试验结果分析
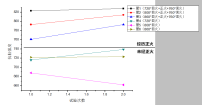
图2 抗拉强度对比
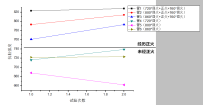
图3 屈服强度对比
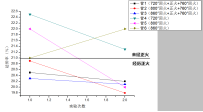
图4 延伸率对比
2.2冲击性能试验结果与分析
(1)取样位置,为了解正火对加热区边缘母材的影响,做冲击试验时特意加上加热区母材的冲击试验,其中根据标准规定将冲击试样截取尺寸为(50*5*10)V型槽;
(2)实验对象:将经历非正常回火→正火→第二次回火处理的管1,管2,管3和仅经历一次非正常回火的管4,管5,管6,进行冲击实验对比;
(3)冲击实验结果分析
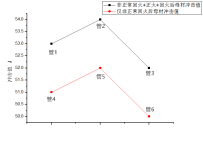
图5 加热区内母材冲击试验
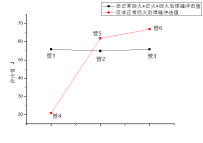
图6焊缝冲击试验
经已上图我们可以发现:
(1)依据标准要求T92钢,回火温度为720°时,管4冲击值为47J,没达到标准要求,;
(2)由图可得出正火+回火处理后冲击性能合格且母材和焊缝性能相似,冲击性能明显提高到合格范围且冲击性能均匀;
2.3硬度试验结果与分析
(1)试验对象:由于不同焊缝的硬度是不同的,因此此次做硬度实验的实验对象,只针对第一组管1,管2,管3;
(2)试验过程:第一步:在管1,管2,管3完成第一次回火后进行一次硬度实验;第二步:在管1,管2,管3进行正火+回火处理后再进行一次硬度实验。对比前后的硬度变化。
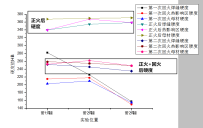
图 7焊缝硬度试验对比

图8加热区内母材硬度对比
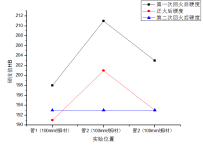
图9加热区边缘母材硬度对比
2.4金相试验结果与分析
(1)试验位置:为增加试验的严谨性,本次金相组织分析位置设置为3个点,分别为焊缝位置;据焊缝50mm处母材;据焊缝100mm处母材(加热片边缘位置);
(2)试验对象:经历非正常回火→正火→第二次回火处理的管1,管2,管3;
(3)试验目的:a分析小径管在经历非正常回火后不同位置的金相组织,b分析小径管在经历非正正火后不同位置的金相组织,c分析小径管在经历第二次回火后不同位置的金相组织,
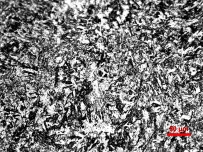
图10加热区内母材 (正火+回火后)
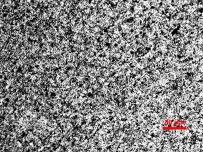
图11 焊缝(正火+回火后)
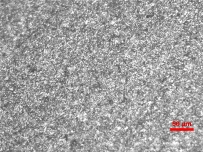
图12 加热区边缘母材(正火+回火后)
三 结论
(1)经过正火+回火的T92钢抗拉强度和屈服强度明显增大,且抗拉强度和屈服强度均匀;
(2)经正火+回火后T92钢延伸率有所下降,平均下降约1%,由于正火+回火后母材硬度有所上升,因此延伸率有所下降,但仍在合格范围内;
(3)经过正火+回火的T92钢,冲击性能明显提高到合格范围且冲击性能均匀
(4)在经正火+回火处理后母材和焊缝的硬度值均达到标准要求且硬度很均匀且整体略高于正火前的硬度值;
(5)第一次回火后不同回火温度下 T92钢焊缝的金相显微照片。可以看出焊后及在不同温度下回火的焊缝组织均为粗大的板条马氏体组织,母材保持细小马氏体组织,但当回火温度达到860℃后C化物析出,硬度下降,当回火温度较低(720℃) 时, 马氏体的硬度较高, 表明马氏体板条多边化回复不充分;
(6)进行正火+回火处理后的T92钢金相显微照片,马氏体板条特征基本消失,变成均匀的细小马氏体形态;
综上所述,对于现场T91/92小径管焊口硬度不合格,尤其是硬度偏低时,对此类不合格焊口局部重新进行正火+回火处理,管道焊缝的力学性能和组织性能都能恢复到合格范围;
参考文献:
[1]Laves相析出对P92钢合金元素再分布的影响[J]. 王学,李勇,任遥遥,刘洪伟,刘洪,王伟. 金属学报. 2014(10).
[2]92钢时效的Laves相演化行为[J]. 王学,于淑敏,任遥遥,刘洪,刘洪伟,胡磊. 金属学报. 2014(10).
[3]T92钢焊接接头的组织和韧性研究[J]. 张忠文,李新梅,刘非凡,吴崇志,吴军. 热加工工艺. 2008(03)
[4]T92钢焊后热处理对焊接残余应力的影响规律研究[J]. 郑相锋,王庆,牛晓光,范辉,徐雪霞,李文彬,韩永典. 焊接技术. 2013(12)
[5]T92钢焊接接头的组织与性能研究[J]. 张忠文,李新梅,吴军,刘非凡,吴崇志. 焊接. 2009(10)
[6]焊接热循环对T92钢组织脆化的影响[J]. 李晓泉,滕亚兰,初雅杰,杨宗辉. 焊接学报. 2010(03)
[7]超超临界机组用T92无缝钢管的研制开发[J]. 许磊磊,肖功业,刘源,何彪. 钢管. 2016(01)

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



